Важнейшим фактором, определяющим характер и уровень специализации, является прежде всего размер производства (уровень концентрации) отдельных видов продукции. Он устанавливается при проектировании или в процессе планирования производственной программы. Кроме того, значительное влияние на уровень специализации оказывает трудоемкость продукции, определяющая возможную загрузку оборудования при производстве продукции данного ассортимента. Наконец, степень специализации зависит также от постоянства номенклатуры и объема выпуска, которое следует рассматривать, конечно, как относительное. [c.31]
Норматив — относительный показатель, характеризующий степень использования ресурсов орудий труда, затрат живого труда, предметов труда (например, коэффициент использования сырья, процент загрузки оборудования). [c.78]
Перечень видов ведущего оборудования, цехов и участков и нормативные уровни загрузки оборудования устанавливаются в химической промышленности для каждого типового производства отрасли в централизованном порядке и приводятся в отраслевых инструкциях, согласованных с Госпланом СССР. [c.160]
К числу задач по составлению оптимального плана загрузки оборудования, обеспечивающего, в конечном счете, наибольший объем выпуска в заданном ассортименте, относятся и некоторые другие частные задачи, например расчет производственной мощности на базе оптимального использования рабочих размеров оборудования в производстве изделий из резины, пластмасс. Дополнительный возможный выпуск продукции по оптимальному плану загрузки одинакового или одного и того же оборудования по сравнению с другими вариантами достигается за счет наиболее рационального подбора состава партии однородной продукции, обрабатываемой при одинаковом технологическом режиме. Это обеспечивает наиболее полное использование емкости оборудования и, соответственно, наибольшую его производительность и производственную мощность. [c.171]
Сопоставление планового объема производства продукции по участку за какой-либо календарный период с производственной мощностью этого участка за этот же период, что дает возможность установить общую плановую загрузку оборудования при заданной программе (коэффициент загрузки К3) [c.189]
Сопоставление суточной программы участка с производственной мощностью этого же подразделения при установленной сменности характеризует загрузку оборудования при установленной сменности [c.189]
Основная цель оперативно-производственного планирования заключается в обеспечении слаженной, четкой и сопряженной работы всех звеньев производственного процесса, необходимой для своевременного и качественного выполнения плановых заданий по выпуску продукции. Эта цель достигается путем согласования сроков выполнения отдельных производственных процессов, обеспечения ритмичного хода производства, бесперебойной работы всех подразделений, планомерной загрузки оборудования, сокращения производственных циклов и размеров незавершенного производства. [c.192]
Главным критерием оценки любой системы оперативного планирования является показатель ритмичности работы участка, цеха, завода. Наряду с этим большое значение имеет обеспечение равномерной и уплотненной загрузки оборудования. Система оперативного планирования должна обладать небольшой трудоемкостью в повседневном использовании, гибкостью к изменяющимся организационным и техническим условиям, обеспечивать непрерывность планирования, регулирования и учета хода производства. Из-за различий организационных и производственных условий па разных предприятиях исключается возможность разработки и применения унифицированной системы. [c.193]
В системе оперативно-производственного планирования важную роль играют расчеты наиболее рациональной загрузки производственного оборудования и производственных площадей. Имеется в ниду не только сопоставление планируемого объема работ на квартал, месяц с производственной мощностью оборудования и размерами производственных площадей, но и оптимизация распределения годового задания по периодам года, а также оптимизация закрепления номенклатуры продукции за оборудованием. Эти расчеты выполняются по группам взаимозаменяемого оборудования. Очень часто на предприятиях решается только первая часть задачи — проверка соответствия оперативного задания мощности цеха. Другая, наиболее интересная задача — обоснование наилучшей загрузки оборудования — требует многовариантных расчетов, и ее без использования вычислительной техники трудно осуществить. Порядок экономико-математического моделирования задач подобного типа и методы решения их рассмотрены в гл. IX. [c.197]
При расчетах загрузки оборудования должны использоваться следующие исходные данные 198 [c.198]
Так, известен опыт ряда отраслей промышленности по использованию системы оперативного планирования стандартный период . Эта система предполагает расчет нескольких оперативных заданий на стандартный период (неделю, декаду) с учетом загрузки оборудования. Задания включают определенную номенклатуру изделий и задания по выпуску каждого из них. Повторение заданий по стандартным планам в определенной последовательности в течение месяца обеспечивает выполнение производственной программы. [c.199]
Планы вспомогательным цехам устанавливают, исходя из потребности предприятия в их продукции и услугах, а также из оптимальной загрузки оборудования и использования производственных мощностей. При расчете потребностей предприятия в работах и услугах вспомогательных цехов должны применяться прогрессивные нормы. При наличии резервов мощностей рекомендуется устанавливать этим цехам плановые задания с учетом поставок продукции и выполнения заказов для других предприятий. [c.353]
Степень загрузки оборудования во времени определяется коэффициентом сменности /Сем, показывающим загрузку оборудования в течение суток. Коэффициент сменности принято подсчитывать по формуле [c.163]
В указанной зависимости максимальная загрузка оборудования в смену не регламентирована, и не может оказаться меньше продолжительности смены. [c.163]
В ограничениях обязательно указывают мощность действующих (технологических) процессов. Так как затраты зависят от мощности и степени загрузки оборудования, то задачу решают в несколько этапов при варьировании мощности процессов и соответственно затрат. [c.128]
Однако в нефтеперерабатывающей промышленности с увеличением объемов переработки нефти и сырья на отдельных технологических установках может снижаться отбор целевой продукции. Поэтому чтобы отразить степень интенсивной загрузки оборудования, выпускающего конкретные потребительские стоимости, показатель интенсивности необходимо исчислять и MO целевой продукции. [c.38]
Модели оптимального планирования позволяют обосновать такие решения, которые обеспечивают максимальную эффективность использования трудовых и материальных ресурсов. Их используют, например, при обосновании размещения предприятий, определении объемов перевозки грузов различными видами транспорта, выборе вариантов наиболее целесообразной загрузки оборудования и др. [c.346]
Для незаменяемого оборудования примем следующие обозначения i — виды оборудования (j = 1, 2,. .., т) j — виды продукции, подлежащей изготовлению (/= 1, 2,. .., n) S — различные технологические методы изготовления /-и продукции (S = 1, 2,. .., //) Л,- — фонд времени работы оборудования /-го вида аА — время обработки принятой за единицу /-и продукции на оборудовании 1-го вида при использовании S-ro метода изготовления X, — количество продукции /-го вида, изготовляемой методом S б/ — программа выпуска продукции / -го вида. При принятых обозначениях оптимальная загрузка оборудования формулируется так [c.245]
При данных ограничениях задача загрузки оборудования может иметь различные критерии оптимальности [c.246]
После уточнения плана работ по количеству, ассортименту и комплектности продукции на основе скорректированного материального баланса корректируют загрузку оборудования. При этом учитывают следующие моменты [c.344]
Необходимо согласовать, в каких цехах, на каких агрегатах и в какое календарное время должны быть выключены определенные мощности в связи с графиком нагрузок по электроэнергии. Без уточнения всех этих данных невозможно спланировать загрузку оборудования. [c.346]
Загрузочная ведомость и графики уровня производительности оборудования отсылаются плановому отделу завода и диспетчерам участка (табл. 19.3). Проверочные расчеты по загрузке оборудования для заводов изделий из пластмасс, резинотехнических изделий и заводов анилинокрасочной промышленности целесообразнее выполнять непосредственно в цехе. При невозможности разрешить вопрос узких мест в цехе своими силами к его разрешению привлекается главный диспетчер завода, технический отдел и др. [c.346]
| Таблица 19.3. Проверка загрузки оборудования на............месяц 198 г. | 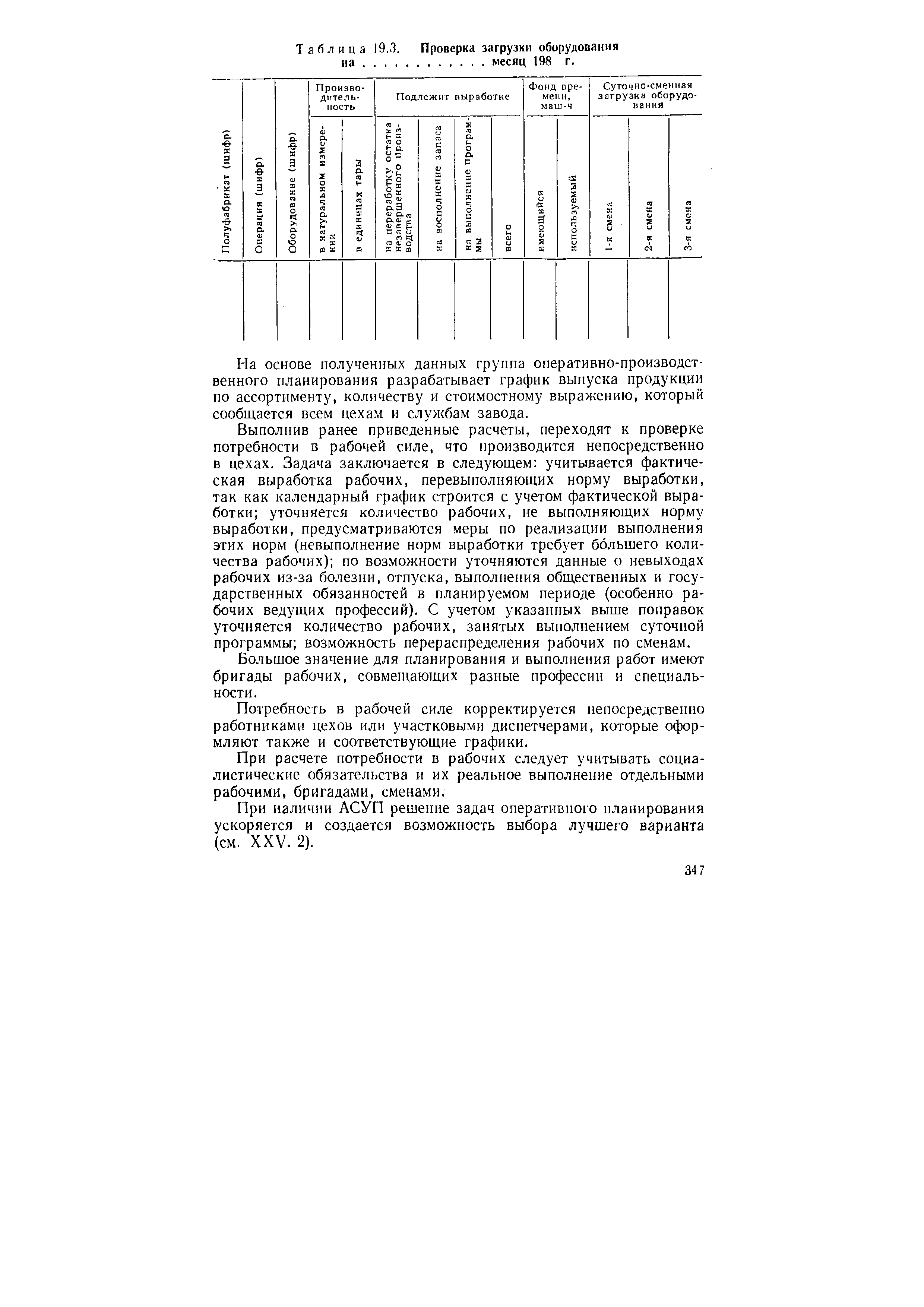 |
Наиболее распространенным методом решения важных практических задач планирования и управления является линейное программирование. С помощью симплекс-метода решаются задачи планирования производственной программы предприятия, объединения, способствующие получению максимального эффекта при ограниченных материальных и трудовых ресурсах. Распределительный метод линейного программирования позволяет выбрать оптимальные варианты планов транспортных перевозок решать задачи по оптимизации планов загрузки оборудования и др. [c.78]
При такой постановке после решения задачи и получения оптимального плана можно рассчитывать коэффициент загрузки оборудования как для каждого предприятия [c.97]
Весьма важной применительно к электротехнической промышленности является также постановка задачи оптимальной загрузки оборудования с условием фиксированного соотношения в объеме производства отдельных изделий. Модель задачи в этом случае несущественно усложняется без потери общности в подходе и методе решения. [c.98]
После проведения организационно-технических мероприятий по улучшению загрузки оборудования (рабочих мест) и выравниванию производственных мощностей отдельных групп оборудования определяется производственная мощность участка по ведущей группе оборудования. [c.103]
Еще более крупные резервы имеются на горных предприятиях по интенсификации загрузки оборудования и рабочих в течение рабочей смены (внутрисменные простои забойного оборудования и горнорабочих в лавах угольных шахт составляют в среднем 15 - 20 % и более). [c.243]
Задачи линейного программирования направлены на нахождение способа эффективного использования или распределения ограниченных ресурсов для достижения поставленных целей. Условия задачи записывают в виде системы линейных уравнений или неравенств (системы ограничений), а результат в виде целевой функции, являющейся суммой произведений найденных значений переменных на присваиваемые им показатели эффективности. Искомыми неизвестными величинами могут быть, например, различные виды оборудования. Коэффициенты при неизвестных в системе ограничений являются заданными постоянными числами и выражают удельные затраты. Коэффициенты при неизвестных в целевой функции — также постоянные величины. Они могут представлять собой себестоимость, цену оборудования, материалов, степень загрузки оборудования и т. п. Свободные члены в ограничениях — это величины тех или иных ресурсов, которые нужно распределить оптимальным образом (запасы материалов, фонды времени работы оборудования). [c.153]
Оперативно-производственное планирование на предприятии осуществляется с целью обеспечения равномерной работы и выпуска продукции при непрерывной и полной загрузке оборудования, рациональном использовании рабочего времени, сокращении длительности производственного цикла. Оно предусматривает [c.370]
Оперативное производственное задание доводится до подразделений предприятий и исполнителей в различных формах. Основной формой производственного задания на месяц является оперативный план-график, в котором объем производства продукции или выполнения работ указывается по конкретным датам. Дневное плановое задание имеет форму сдельных нарядов, маршрутных листов и т. д. При оперативном планировании первостепенное значение приобретают графики загрузки оборудования и рабочих мест. [c.371]
В ограничениях обязательно указывается необходимость полного использования действующих мощностей. Необходимый прирост мощности определяется в результате решения задачи. Так как затраты зависят от мощности и степени загрузки оборудования, то задача решается в несколько этапов при варьировании мощности процессов и соответствующих затрат. [c.19]
Календарное, планирование заключается в разработке производственных программ по цехам, участкам, рабочим местам на короткие отрезки времени и доведении их до исполнителей, в разработке калспдарпо-плаповых нормативов движения производства, в расчетах загрузки оборудования и оперативных планов снабжении полуфабрикатами. Одной из важнейших задач календарного планирования является соизмерение установленных производственных заданий с возможностями цеха, предприятия в каждый данный момент. 192 [c.192]
При расцеховке необходимо всегда стремиться к замыканию цикла изготовления предметов производства, к сокращению числа возвратов на доработку в тот же цех, однако при этом не должна нарушаться принятая на предприятии система расстановки оборудования технологическая или предметная. Выбирая цех для выполнения технологической операции, необходимо учитывать величину производственной партии (ГОСТ 3.1109—73), стабильность выпуска изделия, загрузку оборудования в данном цехе и его состояние, особые требования к деталям и условия их обеспечения, иногда даже наличие в цехе кадров данной специальности и квалификации. [c.51]
Нормм времени имеют большое значение как в сфере материального производства, так и в сфере предоставления услуг. Нормы времени используются при планировании и оценке загрузки оборудования, разработке календарных планов и оценке работы людей, занятых в производстве. В качестве примера использования норм времени в сфере обслуживания можно сослаться на почтовое ведомство, которое широко использует нормы времени на доставку почты. Норма времени выводится для каждого типа маршрута доставки (в коммерческие учреждения, в жилые кварталы с централизованным расположением почтовых ящиков, на фермы в сельской местности). На основе выведелных норм ведомство устанавливает маршруты таким образом, чтобы равномерно распределить нагрузку на почтальонов. С учетом объема ежедневно поступающей почты, определяют предполагаемое время обслуживания каждого конкретного маршрута. Другими словами, нормы времени позволяют планировать работу персонала, оборудования и оценивать труд работников. [c.616]
В технологически непрерывном производстве синхронизация достигается за счет пропорциональности между количеством агрегатов, установок, аппаратов. Регулирующими параметрами в этих случаях будут объемная скорость, время контакта- Сам признак р итмичности — получение равного количества продукции в равные отрезки времени — действителен и для непрерывных процессов. При периодических прерывных аппаратурных процессах организация ритмичного производства усложняется. Необходима кратность в продолжительности всех операций процесса. При этом приходится учитывать обязательность бесперебойного течения процесса производства с соблюдением всех параметров технологии, полноту использования рабочего времени аппаратчиками и высокий коэффициент загрузки оборудования. [c.30]
Примером могут служить прогрессивные методы работы на Новополоцком объединении Полимир . В высокоавтоматизированных производствах, где продукция создается в результате непрерывной, многостадийной, последовательной переработки сырья, численность персонала не находится в жесткой зависимости от загрузки оборудования. Аппаратчики и машинисты остаются на своих рабочих местах не только тогда, когда агрегаты действуют на полную мощность, но и в том случае, если техника недогружена. Действующий при этом зонно-агрегатный метод обслуживания стал тормозом дальнейшего повышения производительности труда. Разбивка единой технологической линии на зоны не позволяет производить оперативные перестановки рабочих в зависимости от сложившейся обстановки использование постоянно возрастающей квалификации и производственного опыта обслуживающего персонала ограничено индивидуальным характером обслуживания закрепленных зон. [c.129]
Особенно большое значение имеют эти данные при календарной разбивке загрузки оборудования на последующей фазе оперативного планирования. Проверочный расчет потребности в оборудовании необходим для выявления узких мест . Возникновение узких мест может быть вызвано необходимостью дополнительного выпуска продукции, работой на доукомплектовку или восполнение запасов, ремонтом машин или ограничением работы в связи с лимитами на электроэнергию. [c.346]
Рассмотренная задача известна как задача оптимальной загрузки оборудования и может решаться как на уровне предприятий, так и на уровне отрасли. Она может быть значительно услож- [c.97]
Смотреть страницы где упоминается термин Загрузка оборудования
: [c.39] [c.187] [c.198] [c.163] [c.92] [c.20] [c.145] [c.40] [c.237]Экономика организации Изд2 (2004) -- [ c.0 ]