| Рис. 3-4. Схема параллельной организации производственного процесса с различной длительностью операций | 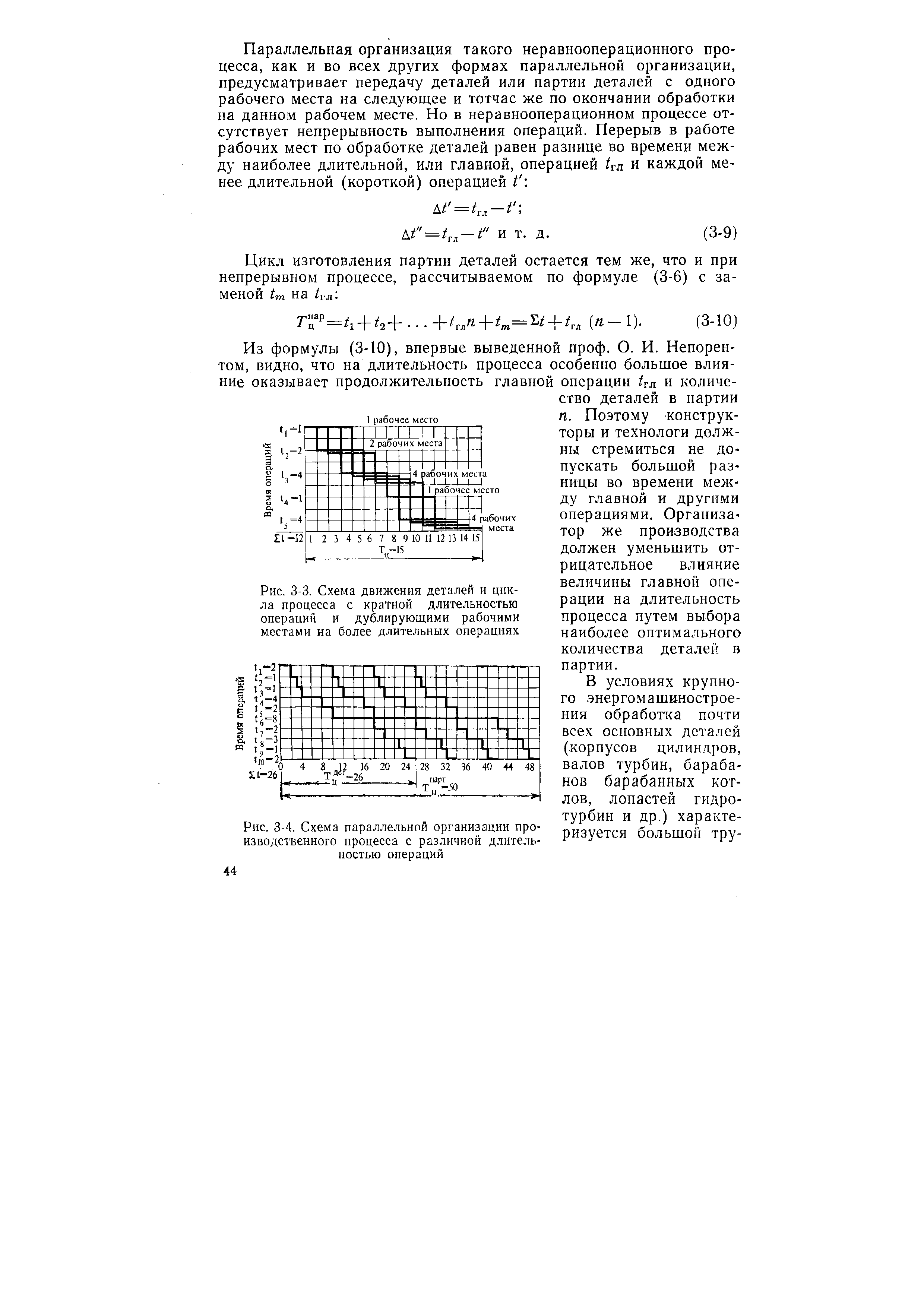 |
Для крупного турбостроения и при изготовлении блочных паровых котлов наиболее эффективным является смешанный вид организации сложного процесса. Его сущность заключается в том, что производство деталей при изготовлении узла осуществляется по схеме параллельно-последовательной организации, однако без приурочивания его к концу изготовления главной детали или главного узла. Смешанная организация сложного процесса позволяет концентрированно, т. е. без перерывов, вести процесс изготовления деталей или узлов. При этом длительность цикла выпуска каждого отдельного узла или изделия остается равной длительности цикла при параллельной организации производственного процесса. [c.65]
Исходя из этих основных признаков, поточное производство -можно определить как такую параллельную организацию производственных процессов, при которой на основе наибольшего расчленения операций и их синхронизации, а также расположения -рабочих мест по ходу технологического процесса обеспечиваются максимальная специализация рабочих мест, непрерывность и ритмичность изготовления изделия (детали или нескольких деталей). Степень специализации может быть различной в зависимости от специфики производства. Наибольшая специализация достигается закреплением каждой операции по обработке конкретной детали (позиции) или даже какого-либо из ее отдельных элементов за определенным рабочим местом. Отсюда вытекает непосредственная связь специализации рабочих мест с расчлененностью операций, хотя и не во всех случаях, как, например, при агрегатных станках, выполняющих одновременно несколько операций. [c.71]
Параллельная организация производственного процесса 42—45 [c.312]
Наиболее совершенный тип производства — массовое, номенклатура которого на отдельном предприятии сведена к одному или нескольким изделиям или продуктам, выпускаемым в большом количестве. Организация производственного процесса по типу массового возможна и при разнообразной номенклатуре продукции, если выпуск каждого вида ее закреплен за определенным подразделением предприятия и все виды продукции производятся параллельно и постоянно. [c.17]
Размещение производственных операций в пространстве и во времени определяет форму организации производственного процесса. Различают три формы организации производственного процесса последовательную, параллельно-последовательную и параллельную. [c.16]
Параллельная форма организации производственного процесса характеризуется полным совмещением во времени производственных операций, составляющих процесс. Необходимым условием для эффективного применения этой формы организации процесса является одинаковая длительность и возможность выполнения на отдельном рабочем месте каждой производственной операции. Поскольку это трудно осуществить, практическое применение параллельной формы организации производственного процесса ограничено. [c.16]
Различают три формы организации производственного процесса последовательную, параллельную, параллельно-последовательную. [c.55]
При параллельной форме организации производственного процесса расчет производственного цикла ведется по наиболее загруженной коммуникации или по наиболее трудоемким операциям с самым длительным циклом. [c.56]
Принципы представляют собой исходные положения, на основе которых осуществляются построение, функционирование и развитие производственного процесса. Они отражают закономерности организации производственного процесса. Их соблюдение — одно из основополагающих условий эффективности организации производства. Рациональная организация производственного процесса на предприятии строится на основе следующих принципов пропорциональности, дифференциации и комбинирования, концентрации, специализации и универсализации, стандартизации, непрерывности, параллельности, прямоточности, ритмичности, автоматичности, соответствия организационных форм производственного процесса их технико-экономическому содержанию. [c.105]
Параллельная форма организации производственного процесса состоит в полном совмещении независимых в технологическом отношении частичных процессов (операций) во времени. Такая форма, несмотря на то, что позволяет сократить полный цикл производства продукции, применяется крайне редко. Это связано с тем, что полное совмещение процессов во времени может быть лишь при возможности расчленения готовой продукции (работ) предприятия на такие части (технологические операции), [c.82]
Параллельно-последовательная форма организации производственного процесса имеет наиболее широкое применение, поскольку при производстве продукции или выполнении сложного комплекса работ практически всегда имеются условия, при которых часть процессов должна выполняться последовательно, а другая часть параллельно. Например, при строительстве скважин при последовательном выполнении основных работ цикла подвозка обсадных" труб к буровой совмещается во времени с процессом бурения, т. е. выполняется параллельно. [c.83]
Принцип параллельности заключается в том, что различные стадии производственного процесса осуществляются одновременно в один и тот же промежуток времени на различных рабочих местах, сокращая общую продолжительность цикла. Принцип параллельности является одним из наиболее важных при проектировании организации производственных процессов. К условиям практического осуществления принципа параллельности относится наличие необходимого и достаточного фронта работ. Последнее есть не что иное, как количество рабочих мест, участков, на которых одновременно, параллельно выполняется данная работа или изготовление узлов, деталей, заготовок. Чем шире фронт работ, тем шире возможности применения принципа параллельности. [c.12]
Принцип непрерывности производственного цикла предполагает отсутствие перерывов между производственными процессами, составляющими цикл. Непрерывность — это высшая форма организации производственного процесса, при которой все последовательные операции, стадии, частичные процессы производственного цикла совершаются непрерывно, одна вслед за другой во времени и одновременно рядом в пространстве. Принцип непрерывности действует не обособленно, а взаимосвязанно с принципами пропорциональности, ритмичности и параллельности. Непрерывность — это комплексный показатель, характеризующий все стороны и все особенности поточной организации производственных процессов. [c.13]
Аналогично можно определить коэффициент параллельности отдельных частичных процессов или всего процесса строительства скважин. Численно коэффициент параллельности всегда будет меньше единицы. Этот показатель может быть использован при анализе фактической длительности цикла строительства скважин и изыскании резервов ее сокращения. Количественно величина резерва равна 1 — /Сп.ц. Чем меньше эта разность, тем выше уровень организации производственного процесса. [c.88]
Одной из особенностей шестнадцати спроектированных вариантов организации производственного процесса строительства скважин при кустовом бурении является выполнение во всех нечетных вариантах работ по опробованию специализированными бригадами, а в четных вариантах — буровыми. Кроме этого, в зависимости от количества кустовых площадок, закрепляемых за буровыми бригадами, на которых одновременно и параллельно ведутся работы, все варианты могут быть разделены на три группы [c.147]
Полезно дать оценку соответствия организации производственного процесса основным принципам его рациональной организации пропорциональности, параллельности, прямоточности, непрерывности и ритмичности. [c.174]
Эффективность организации производственного процесса наиболее полно характеризуется длительностью производственного цикла, которая зависит от фронта работ, числа деталей в партии, количества и длительности операций в сочетании с параллельностью их выполнения. Эта зависимость в самой общей форме может быть выражена как [c.40]
Критерий параллельности, от которого непосредственно зависит длительность цикла производства, должен лежать в основе классификации и экономической оценки применяемых в машиностроении различных схем организации производственного процесса. [c.42]
Организация простого производственного процесса с низким коэффициентом параллельности. Противоположной параллельной организации является последовательная организация производственного процесса, которая характеризуется разновременностью вы- [c.46]
К достоинствам параллельно-последовательной организации производственного процесса следует отнести отсутствие перерывов в работе рабочих мест, к недостаткам — значительное и неизбежное пролеживание деталей у рабочих мест и удлинение цикла. [c.49]
| Рис. 3-8. Схема параллельно-последовательной организации производственного процесса с оптимальным чередованием операций | 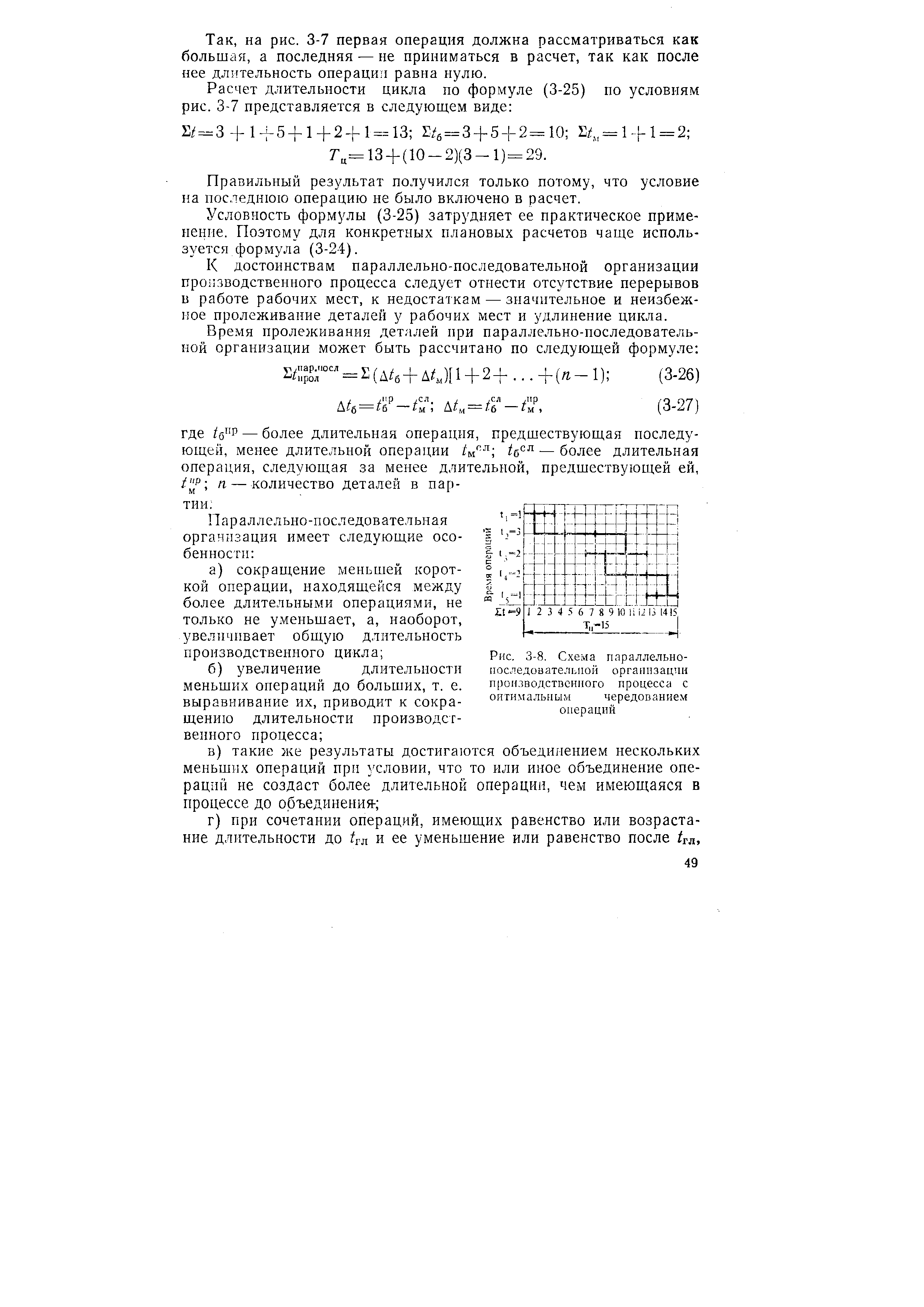 |
Большое применение в энергомашиностроении находит параллельно-последовательная организация производственного процесса при изготовлении многих ответственных деталей, например корпусов цилиндров турбин, валов паровых и гидравлических турбин, лопастей и рабочих колес гидротурбин и т. д. [c.52]
При создании конструкции необходимо учитывать, что при параллельной и параллельно-последовательной организации производственного процесса огромное, иногда решающее влияние на длительность процесса оказывает расположение или порядок чередования деталей и сочетание операций. При одной и той же и даже более трудоемкой технологии, при том же оборудовании и той же квалификации рабочих можно достигнуть значительного сокращения длительности производственного цикла за счет наиболее эффективного чередования операций. [c.53]
В значительной степени всем этим требованиям отвечает комбинированная схема организации производственного процесса, названная условно минимально-прерывной. Эта схема организации имеет ряд элементов, родственных параллельной и параллельно-последовательной схемам, и больше всего соответствует условиям единичного производства крупных, трудоемких деталей, например корпусов цилиндров и роторов паровых турбин, валов, рабочих колес и лопастей, спиралей гидротурбин, барабанов котлов большой производительности и подобных деталей и частей энергооборудования. [c.53]
Другими словами, скопления вызывают увеличение цикла. При этом форма организации производственного процесса — параллельная, параллельно-последовательная или последовательная — не имеет значения. [c.61]
В поточном производстве имеются все признаки наиболее передовой организации производственного процесса. Этими признаками являются 1) ритмичность производственного процесса 2) непрерывность всего процесса производства, непрерывная связь отдельных процессов 3) параллельность (одновременность) работы на всех стадиях производства 4) специализация рабочих мест 5) короткие транспортные коммуникации. [c.71]
В связи с этим в организации технической подготовки производства, как и при последующей организации производственных процессов, является крайне важным соблюдение принципа параллельности выполнения различных работ. [c.86]
Параллельно-последовательная организация производственного процесса 47, 48 [c.312]
Одним из принципов организации производственного процесса во времени является параллельность выполнения операций. От того, как осуществляется этот принцип, т. е. как сочетаются производственные операции во времени — параллельно, параллельно-последовательно или последовательно — в значительной степени зависит длительность производственного цикла. В практике предприятий встречаются эти три вида сочетания операций (движения производства). [c.18]
Одним из прогрессивных принципов организации производственных процессов принято считать принцип параллельности, т. е. при выполнении работ по изготовлению различных серий изделий коэффициент параллельности должен быть достаточно высок. Это достигается за счет использования малых значений периодов запуска в производство различных серий изделий. Следовательно, проверку начальных работ каждого предшествующего сетевого графика на возможность их использования в качестве периода запуска последующих серий изделий целесообразно начинать с наименьших значений т//, так как именно при этих значениях периодов запуска повышается степень параллельности процессов изготовления различных серий изделий. Поэтому начальные работы каждого сетевого графика нужно рассортировать по степени возрастания их величины. Затем определяется период запуска каждой последующей серии изделий. С этой целью в качестве периода запуска в производство второй серии изделий выбирается первая из начальных работ (предварительно рассортированных) первого сетевого графика. Возможность ее использования в качестве периода [c.100]
Использование вышеназванных законов организации производственных процессов позволяет спланировать и поддерживать ритмичную работу производственных подразделений предприятия, т. е. работу в форме рациональной организации производственных процессов, при которой процессы изготовления отдельных деталей, комплектов деталей и выполнения отдельных заказов программы сочетаются по заранее определенному плану. Это сочетание и обеспечивает ритмичную работу как непрерывное возобновление всего производственного процесса одновременно (параллельно) во всех производственных подразделениях и на каждом рабочем месте в строгом соответствии с плановой пропорциональностью, технологической прямоточностью и экономически обоснованной надежностью выпуска. изделий в установленные сроки и надлежащего качества. [c.151]
Предметная специализация участков делает целесообразным обработку партии деталей параллельно на нескольких станках, выполняющих следующие друг за другом операции. Как только на предыдущей операции заканчивается обработка нескольких первых штук, они передаются на следующую операцию до окончания обработки всей партии. Таким образом, в условиях серийного типа производства становится возможной параллельно-последовательная организация производственного процесса. Это его отличительная особенность. [c.95]
Форма организации с параллельной передачей предметов труда основана на таком сочетании элементов производственного процесса, которое позволяет запускать, обрабатывать и передавать предметы труда с операции на операцию поштучно и без ожидания. Такая организация производственного процесса приводит к уменьшению количества деталей, находящихся в обработке, сокращению потребности в площадях, необходимых для складирования и проходов. Недостаток формы заключается в возможных простоях оборудования (рабочих мест), возникающих вследствие разницы в длительности операций. [c.97]
Параллельная организация производственного процесса может быть трех видов. Первый (наиболее совершенный) вид представляет собой такое построение процесса, в котором наблюдается равенство длительности всех его операций, в результате чего процесс протекает непрерывно. Условно он называется непрерывным или равноо перационным процессом. Схема такой организации процесса показана на графике (рис. 3-2). [c.42]
Организация производственного процесса строится на ряде принципов специализации, пропорциональности, параллельности, прямоточноетн, непрерывности, ритмичности, стандартизации, превентивности (предупреждения), принципе экономии. [c.58]
При параллельной форме организации труда операции, входящие в производственный процесс, совмещаются во времени и в пространстве (например, одновременная перекачка газа по параллельно проложенным трубопроводам, слив маршрута железнодорожных цистерн через несколько сливно-наливных стояков и т. д.). При параллельной форме организации производственного процесса расчет производственного цикла ведется по [c.106]
Параллельная форма организации производственного процесса состоит в полном совмещении независимых в технологическом отношэнии частичных процессов (операций) во времени. Такая форма, несмотря на то, что позволяет сократить полный цикл производства продукции, применяется крайне редко. Это связано с тем, что полное совмещение процессов во времени может быть лишь при возможности расчленения готовой продукции (работ) предприятия на такие части (технологические операции), каждая из которых могла бы быть выполнена на отдельном рабочем месте при одинаковых затратах времени. [c.71]
На трубопроводах и нефтебазах, так же как и на других предприятиях нефтяной и газовой промышленности, при организация производственного процесса различают последовательную, параллельную и смешанную формы сочетания операций. Так, если у потребителя имеется одна сливо-наливная установка, то слив железнодорожных цистерн будет производиться последовательно. При наличии одной автомобильной заправочной колонки заправка автомобилей также будет осуществляться последовательно. Если имеется одна нитка трубопровода, то различные нефтепродукты перекачиваются последовательно. [c.39]
Наряду с формулой (3-24) для расчета длительности производственного цикла при параллельно-последовательной организации производственного процесса может применяться формула, предложенная Б. Я. Каценбогеном [c.48]
Как уже было сказано, в последнее время теория видов движения производства значительно обогатилась исследованиями канд. экон. наук С. А. Думлера, д-ра экон. наук И. Е. Нелидова и канд. экон. наук Е. Ф. Бу-салова. Однако и в этих трудах нет достаточно аргументированных исходных положений, позволяющих устанавливать научно обоснованную характеристику как старых , так и вновь появляющихся видов движения. Критерий параллельности, положенный И. Е. Нелидовым в основу классификации и экономической оценки применяемых в машиностроении различных схем организации производственного процесса, недостаточно обоснован, так как и он не позволил вскрыть и объяснить различные сочетания в одном технологическом процессе простых видов движения, которые часто встречаются на практике. [c.7]
В литер атуре по организации и планированию производства довольно широко представлена характеристика и математическая формулировка зависимостей для расчета времени изготовления партии предметов труда при так называемых последовательном и параллельно-последовательном видах движения, которые являются лишь частными случаями прерывного вида движения предметов труда. Что же касается теоретического толкования прерывного движения как обобщенного вида организации производственного процесса во времени, сочетающего эти ч]астные случаи, то его в литературе нет. Между тем на практике часто можно наблюдать использование различных сочетаний последовательного и параллельно-последовательного видов движения в одном процессе изготовления одной партии предметов труда. [c.27]
Формы организации производственного процесса в пространстве (степень прямоточ-ности процесса, величины транспортных пробегов партии заготовок, деталей, изделий и т. д.) и организацию производственного процесса во времени (коэффициент серийности производства размер партий деталей и количество партий число типоразмеров деталей, закрепляемых за отдельными рабочими местами, участками, цехами степень параллельности процесса ритм запуска—выпуска партий и изделий коэффициент ритмичности производства длительность цикла изготовления и др.) [c.6]