| Рис. 3-8. Схема параллельно-последовательной организации производственного процесса с оптимальным чередованием операций | 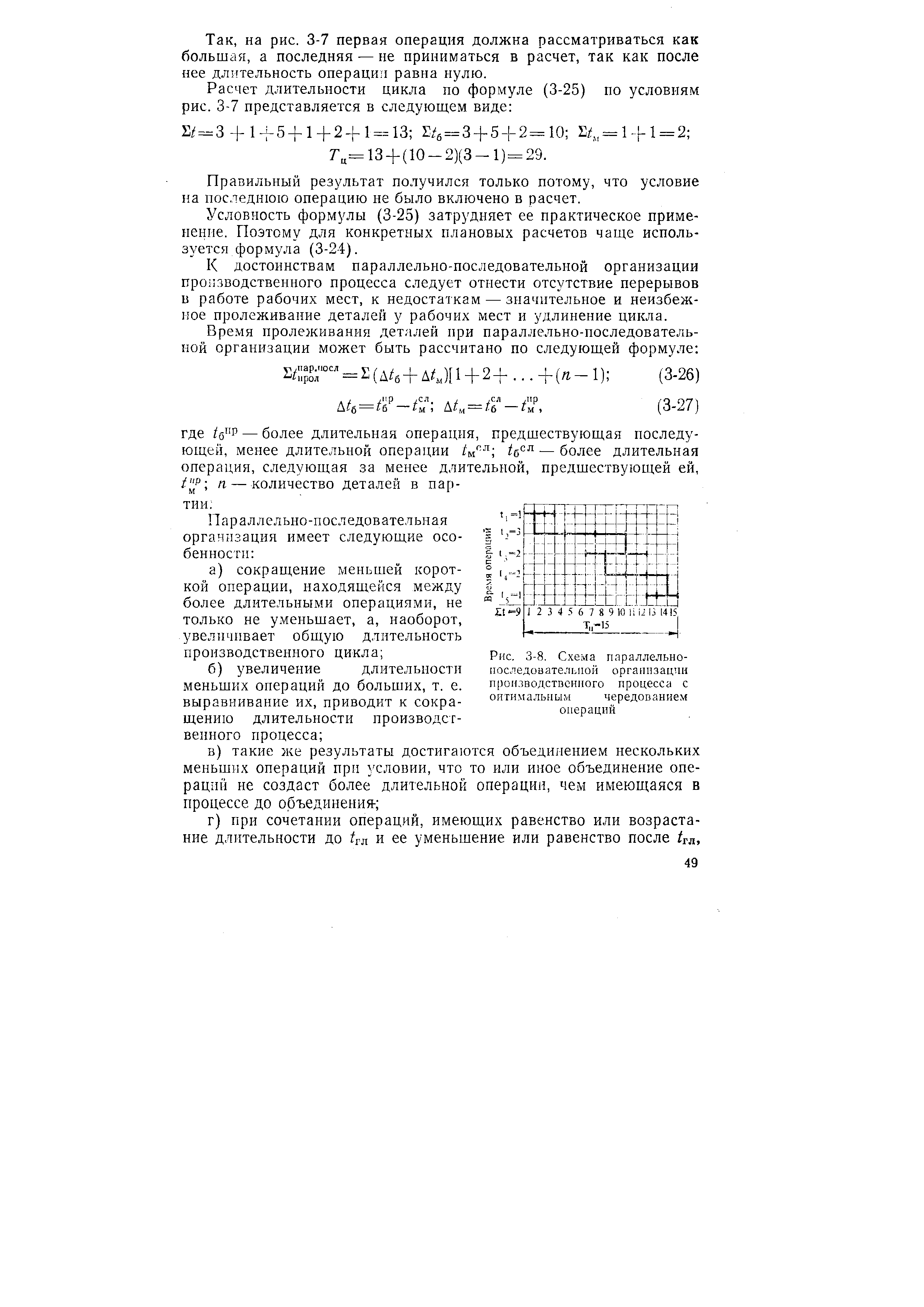 |
При создании конструкции необходимо учитывать, что при параллельной и параллельно-последовательной организации производственного процесса огромное, иногда решающее влияние на длительность процесса оказывает расположение или порядок чередования деталей и сочетание операций. При одной и той же и даже более трудоемкой технологии, при том же оборудовании и той же квалификации рабочих можно достигнуть значительного сокращения длительности производственного цикла за счет наиболее эффективного чередования операций. [c.53]
Параллельно-последовательная организация производственного процесса 47, 48 [c.312]
Предметная специализация участков делает целесообразным обработку партии деталей параллельно на нескольких станках, выполняющих следующие друг за другом операции. Как только на предыдущей операции заканчивается обработка нескольких первых штук, они передаются на следующую операцию до окончания обработки всей партии. Таким образом, в условиях серийного типа производства становится возможной параллельно-последовательная организация производственного процесса. Это его отличительная особенность. [c.95]
Организация простого производственного процесса с низким коэффициентом параллельности. Противоположной параллельной организации является последовательная организация производственного процесса, которая характеризуется разновременностью вы- [c.46]
Размещение производственных операций в пространстве и во времени определяет форму организации производственного процесса. Различают три формы организации производственного процесса последовательную, параллельно-последовательную и параллельную. [c.16]
Различают три формы организации производственного процесса последовательную, параллельную, параллельно-последовательную. [c.55]
Параллельно-последовательная форма организации производственного процесса имеет наиболее широкое применение, поскольку при производстве продукции или выполнении сложного комплекса работ практически всегда имеются условия, при которых часть процессов должна выполняться последовательно, а другая часть параллельно. Например, при строительстве скважин при последовательном выполнении основных работ цикла подвозка обсадных" труб к буровой совмещается во времени с процессом бурения, т. е. выполняется параллельно. [c.83]
Принцип непрерывности производственного цикла предполагает отсутствие перерывов между производственными процессами, составляющими цикл. Непрерывность — это высшая форма организации производственного процесса, при которой все последовательные операции, стадии, частичные процессы производственного цикла совершаются непрерывно, одна вслед за другой во времени и одновременно рядом в пространстве. Принцип непрерывности действует не обособленно, а взаимосвязанно с принципами пропорциональности, ритмичности и параллельности. Непрерывность — это комплексный показатель, характеризующий все стороны и все особенности поточной организации производственных процессов. [c.13]
Иногда координация работы комплекса технологических операций может заключаться в изменении порядка операций, т. е. их последовательности, что, как видно из примера на рис. 3-9, имеет особенно существенное значение при использовании параллельно-последовательной организации движения предметов труда в производственном процессе. [c.50]
В значительной степени всем этим требованиям отвечает комбинированная схема организации производственного процесса, названная условно минимально-прерывной. Эта схема организации имеет ряд элементов, родственных параллельной и параллельно-последовательной схемам, и больше всего соответствует условиям единичного производства крупных, трудоемких деталей, например корпусов цилиндров и роторов паровых турбин, валов, рабочих колес и лопастей, спиралей гидротурбин, барабанов котлов большой производительности и подобных деталей и частей энергооборудования. [c.53]
Другими словами, скопления вызывают увеличение цикла. При этом форма организации производственного процесса — параллельная, параллельно-последовательная или последовательная — не имеет значения. [c.61]
Для крупного турбостроения и при изготовлении блочных паровых котлов наиболее эффективным является смешанный вид организации сложного процесса. Его сущность заключается в том, что производство деталей при изготовлении узла осуществляется по схеме параллельно-последовательной организации, однако без приурочивания его к концу изготовления главной детали или главного узла. Смешанная организация сложного процесса позволяет концентрированно, т. е. без перерывов, вести процесс изготовления деталей или узлов. При этом длительность цикла выпуска каждого отдельного узла или изделия остается равной длительности цикла при параллельной организации производственного процесса. [c.65]
Одним из принципов организации производственного процесса во времени является параллельность выполнения операций. От того, как осуществляется этот принцип, т. е. как сочетаются производственные операции во времени — параллельно, параллельно-последовательно или последовательно — в значительной степени зависит длительность производственного цикла. В практике предприятий встречаются эти три вида сочетания операций (движения производства). [c.18]
На большинстве предприятий нефтяной и газовой промышленности применяют параллельно-последовательную форму организации производственных процессов. При такой форме организации производственного процесса часть операций выполняется последовательно, а часть — параллельно. Например, при [c.24]
При одних и тех же затратах труда различное сочетание операций приводит к разной длительности выполнения работы по достижению конечной цели производственного процесса. Наибольшая длительность — при организации работы с последовательным выполнением операций, а наименьшая — с параллельным. Выбор правильного сочетания последовательности выполнения операций — одно из важнейших условий организации производственного процесса. [c.12]
Определить (аналитически и графически) длительность производственного цикла окраски партии деталей при последовательном, параллельном и смешанном способах организации производственного процесса. [c.14]
Организация производственного процесса во времени. Длительность производственных циклов зависит от организации производственных процессов во времени. Типичными видами движения партии деталей, узлов и агрегатов в производственном процессе являются последовательное, параллельное и последовательно-параллельное. (В графиках производственных циклов для упрощения межоперационные перерывы не показаны.) [c.150]
Расчет потребности в производственных площадях. Потребная площадь для изготовления сварных конструкций зависит от габаритов собираемых деталей (узлов), продолжительности выполнения отдельных производственных операций, заданного объема выпуска продукции и организации производственного процесса (последовательная, параллельная, смешанная). Она слагается из суммы площадей, занятых при выполнении всех тех-нологических и контрольных. операций и в период межоперационного пролеживания свариваемых узлов в ожидании рабочих мест, занятых выполнением других работ. К числу технологических операций относятся операции первичной обработки основных материалов, заготовки деталей и механической их обработки, сборки и сварки деталей между собой для [c.49]
Организация производственного процесса партиями предусматривает использование последовательно-параллельного вида движений предметов труда. При механизации и автоматизации производства чаще всего применяют последовательно-параллельный вид движений, так как он обеспечивает такое частичное совмещение времени выполнения смежных операций, при котором вся изготавливаемая партия деталей проходит через каждую операцию без каких-либо перерывов. Детали с операции на операцию передаются поштучно или небольшими транспортными партиями. Оборудование работает непрерывно, может работать в автоматическом режиме. [c.130]
Вид экономической деятельности предприятия, степень сложности производимой продукции, а также прогрессивность оборудования и технологических процессов, параллельность осуществления операций технологического процесса определяют время рабочего периода. Совершенствование оборудования, технологии и организации производственного процесса положительно влияет на сокращение продолжительности производственного цикла. В ходе организации производственного процесса обеспечивается выбор вида движения сырья, материалов, полуфабрикатов по операциям разработанной технологии. Это может быть последовательное, параллельное или параллельно-последовательное движение. [c.206]
В ходе организации производственного процесса выбирается вид движения сырья, материалов, полуфабрикатов по операциям разработанной технологии. Движение может быть последовательное, параллельное и параллельно-последовательное. [c.208]
Методы организации производственного процесса (совокупность способов организации основного, вспомогательного и обслуживающего производств) характеризуются коэффициентом специализации производства коэффициентом предметной и подетальной специализации уровнем кооперированных связей (отраслевых и региональных) уровнем комбинирования структурой видов движения предметов труда (последовательный, параллельно-последовательный, параллельный) структурой форм организации производственного процесса научно-техническим уровнем производственных процессов ритмичностью производственного процесса сочетанием материальных и моральных стимулов к труду внедрением новых прогрессивных форм организации производства выполнением плана по охране окружающей среды и рациональному использованию природных ресурсов эколого-экономической эффективностью мероприятий по охране окружающей среды эффективностью мероприятий по совершенствованию организации производственного процесса. [c.53]
Варианты последовательности выполнения операций 1-й вариант приведен выше 2-й вариант - поменять местами операции 1 и 2 3-й вариант - по возрастающей продолжительности операций 4-й вариант - по убывающей продолжительности операций. Рассчитать продолжительность параллельно-последовательного и параллельного циклов для первого и второго вариантов построить графики циклов для третьего и четвертого вариантов организации производственных процессов. Сформулировать выводы по результатам исследования. [c.42]
При параллельно-последовательной (смешанной) форме организации процесса длительность производственного цикла будет меньше, чем при последовательной, на величину совмещения операционных циклов [c.107]
Рациональное размещение процесса производства в пространстве и во времени зависит от многочисленных - производственных факторов и обусловливает тип его организации. В практике промышленного производства различают три типа организации параллельную, последовательную и параллельно-последовательную. [c.92]
Прямоточное массовое производство характеризуется наличием межоперационных заделов вследствие различий по времени обработки деталей и выполнения других операций изготовления изделий по всему производственному процессу. Это требует наличия мест хранения межоперационных заделов, нормирования заделов, обеспечивающих минимальное количество оборотных межоперационных запасов, необходимости нормирования использования рабочего времени станочников и организации их работы в режиме многостаночного обслуживания параллельной и последовательной форм. [c.209]
Чтобы этого не допустить, длительность производственного цикла частичного процесса при параллельно-последовательном выполнении его операций должна определяться по формуле, аналогичной формуле длительности цикла изготовления партии деталей при параллельно-последовательном способе обработки предметов труда. Так, если в формуле длительности цикла изготовления партии деталей при параллельно-последовательном способе Организации процесса (Тпп) произвести следующие замены [c.177]
При параллельном виде движения обработка (сборка) каждой детали (машины) в партии (серии) на каждой последующей операции начинается немедленно после окончания предыдущей операции независимо от того, что обработка (сборка) других деталей (машин) в партии (серии) на данной операции еще не окончена. При такой организации движения предметов труда несколько единиц одной и той же партии (серии) могут одновременно находиться в обработке (сборке) на разных операциях. Общая продолжительность процесса обработки (сборки) партии деталей (серии машин) значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса. [c.64]
Последовательная схема предусматривает полное прекращение производства устаревшего продукта, освобождение производственных площадей и организацию нового производства. Такая прерывно-последовательная схема перехода наиболее проста с точки зрения управления, но связана со значительными экономическими потерями и рисками вследствие прерывания производственного процесса, потери части покупателей. Параллельная схема предусматривает организацию наряду с действующим параллельного производства нового продукта на новых производственных площадях. По мере освоения нового производства оно постепенно замещает старое, и работники устаревшего производства переводятся на выпуск нового продукта. Параллельная схема требует квалифицированного менеджмента, связана большими затратами средств и ресурсов, но не прерывает производственный процесс и сокращает период освоения [c.40]
Чем выше степень параллельности процесса, тем короче производственный цикл. Для характеристики степени параллельности процесса рассчитывают коэффициент параллельности как отношение длительности цикла при параллельном движении предмета труда ( ц. п) или последовательно-параллельном ( ц. Пп) к продолжительности цикла при последовательной организации его движения (/ц. пос). В нашем примере эти коэффициенты составят следующие величины [c.90]
Наряду с формулой (3-24) для расчета длительности производственного цикла при параллельно-последовательной организации производственного процесса может применяться формула, предложенная Б. Я. Каценбогеном [c.48]
На трубопроводах и нефтебазах, так же как и на других предприятиях нефтяной и газовой промышленности, при организация производственного процесса различают последовательную, параллельную и смешанную формы сочетания операций. Так, если у потребителя имеется одна сливо-наливная установка, то слив железнодорожных цистерн будет производиться последовательно. При наличии одной автомобильной заправочной колонки заправка автомобилей также будет осуществляться последовательно. Если имеется одна нитка трубопровода, то различные нефтепродукты перекачиваются последовательно. [c.39]
| Рис. 3-7. Схема параллельно-последовательной организации (неравнооперационного, беспрерывного) производственного процесса | 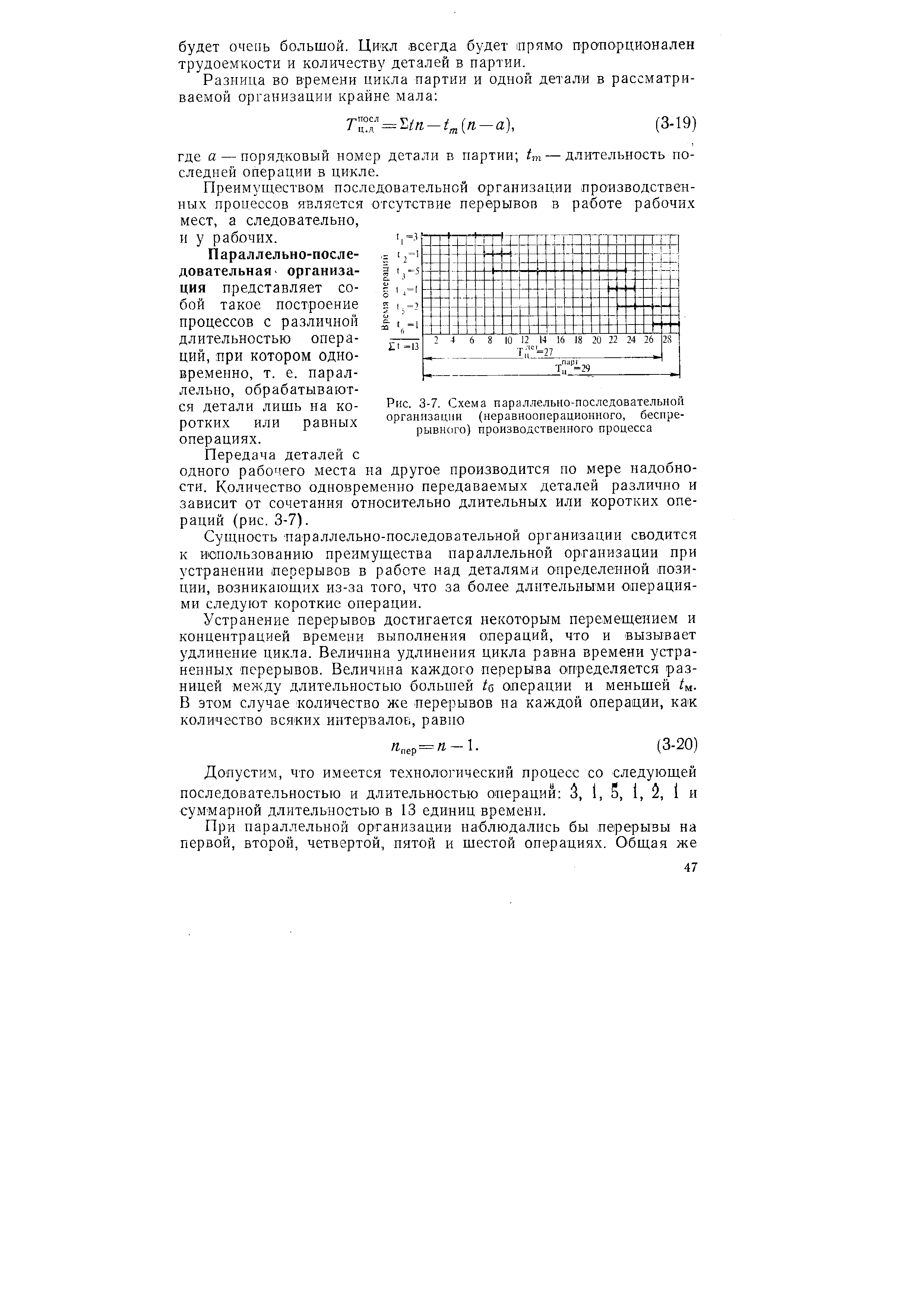 |
КОНВЕЙЕРИЗАЦИЯ — механизация производственного процесса при помощи конвейеров — транспортирующих машин непрерывного или прерывистого пульсирующего действия—с целью создания поточного и по-точно-автоматич. произ-ва, обеспечения его непрерывности н ритмичности. Необходимость К. поточных и поточно-автоматмч. линий вытекает непосредственно из организации производственного процесса. В основе этой организации лежат свойственные поточному и поточно-автоыаткч. произ-ву прямоточность, непрерывность, параллельность, пропорциональность и ритмичность. Прямоточность сочетается с К., поскольку конвейер объединяет совокупность цехов или линий, участков, отдельных рабочих мест, расположенных в последовательности выполнения производственных операций. К. обеспечивает непрерывность движения предметов труда по всем операциям и стадиям, протекающим одна вслед за другой, не только в пространстве, но н во времени. К. успешно согласуется с параллельностью выполнения различных работ в рамках данной поточной линии, а также с пропорциональностью числа рабочих мест, обеспечивающих производительность на всех включенных в данную линию операциях. К. облегчает поддержание определенного производственного ритма, сущность к-рого заключается в строгом соблюдении установления длительности операции производственного процесса и техпологнч. оборудования с изготовлением в одинаковые отрезки времени одинаковых количеств продукции. Таким образом , действующее в комплексе и синхронно с другими рабочими машинами конвейерное оборудование no- [c.331]
Для крупносерийного и С. п. характерно преобладание параллельно-последовательного движения производств, процессов, а для мелкосерийного — последовательного движения. При С. п. возможно эффективное применение различных видов организации производств, процессов а) переменно-непрерывнопоточного или пе-ременно-прямопоточного б) серийного с предметно-замкнутым построением производственных участков (цехов) в) простого серийного при групповом размещении рабочих мест по признаку однородности технологии. [c.21]
Практически на многих трубопроводных магистралях и нефтебазах используются различные способы организации операционных циклов. Например, включение лупинга соответствует параллельно-последовательной форме организации, прокладка второй нитки трубопровода — параллельной форме и т. д. При сочетании различных форм производственного процесса на том или ином предприятии длительность производственного цикла определяется по его отдельным частям. [c.40]
Коллективные формы организации труда могут охватывать целиком производственные участки. Примером являются поточные линии, которые представляют комплекс взаимосвязанных между собой рабочих мест, расположенных по ходу технологического процесса, организуемый для осуществления производственного процесса по изготовлению однотипных изделий. В зависимости от степени непрерывности производственного процесса линии делятся на напрерывно-поточные и прерывно-поточные. Разновидностью непрерывно-поточных линий являются автоматические поточные линии. По дальнейшей классификации различают одно-предметные и многопредметные линии с последовательным и параллельным запусками предметов труда. [c.40]