Прерывно-поточные линии наиболее часто организуются в электронной промышленности вследствие высокого уровня механизации производства и специфичности технологических операций, где добиться кратности с помощью синхронизации практически невозможно. На линиях этого вида применяется высокопроизводительное оборудование. Особенностью расчетов прерывно-поточной линии является необходимость определения регламента работы рабочих на основании анализа загруз ш рабочих мест, периода оборота линии, межоперационных оборотных заделов и графика изменения величины оборотных заделов. [c.133]
Максимальная величина межоперационного оборотного задела определяется разностью обработанных на смежных операциях изделий за определенный период времени по формуле [c.133]
Межоперационные оборотные заделы в прямоточном производстве служат для выравнивания производительности двух последовательно выполняемых операций. Обычно различают два вида межоперационных оборотных заделов внутренние оборотные заделы, оборот которых происходит в течение одного периода оборота линии, и переходящие, оборот которых происходит в течение двух последовательно наступающих периодов оборота линии. [c.9]
Расчет всех видов межоперационных оборотных заделов по общей методике (по эпюрам) весьма трудоемок и возможен только при данном календарном сочетании операций во времени. [c.12]
Изменение календарных сочетаний операций приводит к изменению размеров межоперационных оборотных заделов. [c.12]
Следовательно, для проектирования, а в дальнейшем и совершенствования работы поточной линии необходимо знать, как с изменением календарных сочетаний операций изменяются размеры межоперационных оборотных заделов. [c.12]
Я. Ю. Николаевым предложена методика расчета максимального межоперационного оборотного задела. Эта методика основана на определении коэффициента нарушения параллельности в работе. [c.19]
Методику использования этих формул для расчета различных видов межоперационных оборотных заделов для разных пар смежных операций рассмотрим на отдельных примерах. [c.25]
Исследования формул расчета Z/,, -+i, Zf,t+i, Z + показывают, что размеры различных видов межоперационных оборотных заделов зависят от размера партии предметов (я ) и календарных сочетаний операций (XL—xi+l). [c.26]
Для определения различных видов межоперационных оборотных заделов при прерывном регламенте выполнения операций можно использовать формулы, представленные в табл. 7—10. [c.28]
Методику использования формул расчета различных видов межоперационных оборотных заделов для разных пар смежных опер аций рассмотрим на примерах, взятых из стандартплана табл. б. [c.28]
При определении оптимального ритма выпуска предмета и выборе варианта закрепления операций за рабочими мы составляли предварительный график выполнения операций, по которому все рабочие начинают работу с самого начала смены. Однако такое сочетание операций во времени может быть не наилучшим. Следовательно, следующим этапом проектирования работы линии является составление наилучшего графика выполнения операций. Составление наилучшего графика выполнения операций сводится к подбору таких календарных сочетаний операций, которые обеспечивают наименьшие размеры межоперационных оборотных заделов. [c.37]
Минимизация максимального размера межоперационных оборотных заделов обеспечивает минимум площадей, необходимых для хранения задела около рабочих мест, как в периоде работы линии, так и в конце периода оборота. [c.38]
Минимизация средней величины межоперационных оборотных заделов обеспечивает минимум незавершенного производства. [c.38]
Итак, пусть в качестве критерия оптимальности плана берется минимум максимального размера межоперационных оборотных заделов. В этом случае задача формулируется следующим образом [c.38]
В качестве последнего возможного критерия при составлении пооперационного стандартплана возьмем минимум средней величины межоперационных оборотных заделов. [c.44]
На прямоточных линиях рассчитываются межоперационные оборотные заделы двух видов [c.192]
На линиях с переменным тактом и изменяющейся численностью работающих применяются гибкие структуры, предусматривающие использование квалифицированных рабочих-многостаночников и ориентированные на минимизацию межоперационных оборотных заделов и продолжительности транспортных операций. Примеры такого размещения оборудования на поточных линиях приведены на рисунках. [c.197]
Расчет межоперационных оборотных заделов и графика их изменения [c.232]
Пролеживающие между операциями изделия образуют межоперационный оборотный задел. Его величина изменяется во времени. График изменения, построенный на интервале, равном периоду оборота линии, называется эпюрой задела. Эпюры строятся для каждой пары смежных операций линии. Оборотный задел возникает из-за разницы производительности и/или из-за сдвига начала работы на смежных операциях. Его величина пропорциональна значениям этих двух параметров, а также размеру оборотной партии. Особый интерес для менеджера представляет расчет максимального, среднего и переходящего заделов для каждой пары смежных операций и на линии в целом. Величина максимального задела определяет потребность в складских помещениях или в площадях непосредственно на рабочих местах, отводимых для хранения межоперационных заделов. Величина переходящего задела используется для оперативного контроля хода производства. Средний задел в стоимостном выражении является важнейшей составляющей объема незавершенного производства на линии. [c.285]
Прерывно-поточные (прямоточные) линии — наиболее распространенная форма поточного производства. Оборудование на таких линиях расставлено по ходу технологического процесса. Синхронизация операций или произведена не полностью, или отсутствует. Транспортные устройства на линии не регулируют темпов работы. Поскольку трудоемкость операций различна, процесс прерывается, возникает необходимость в создании межоперационных оборотных заделов. [c.68]
| Рис. 5-2. График межоперационных оборотных заделов прерывно-поточной линии. | 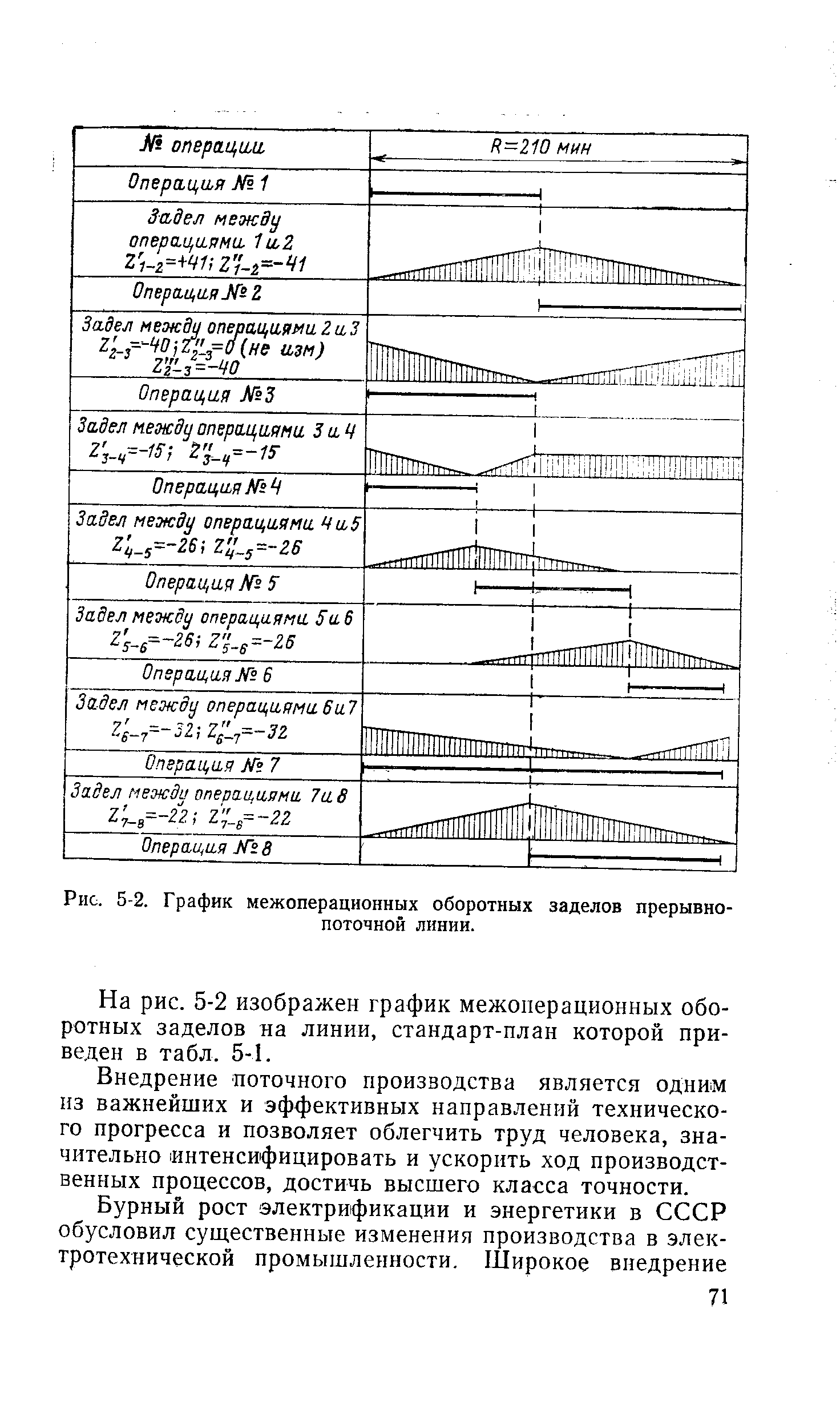 |
Межоперационный оборотный задел рассчитывается по формуле [c.25]
Средняя величина межоперационного оборотного задела Zq (шт.) между каждой парой смежных операций определяется по формуле [c.25]
Средняя величина межоперационного оборотного задела в целом по линии определяется по формуле [c.25]
После расчета величины межоперационных оборотных заделов строим графики изменения заделов (эпюры движения заделов) по каждой паре смежных операций за период оборота линии (рис. 3.5). [c.36]
Расчет площадей эпюр оборотных заделов выполняем на рис. 3.5, а результаты вписываем в табл. 3.4. Исходя из площадей эпюр оборотных заделов определяем среднюю величину межоперационных оборотных заделов между каждой парой смежных операций и в целом по линии. [c.36]
Расчет межоперационных оборотных заделов [c.36]
Среднюю величину межоперационного оборотного задела в целом по линии определяем по формуле (3.38) [c.37]
Расчет межоперационных оборотных заделов выполняется по формуле (3.36) между каждой парой смежных операций в табличной форме (табл. 10.6). [c.130]
Площади эпюр оборотных заделов рассчитываются по рис. 10.2, а результаты заносим в табл. 10.6. Расчет площадей эпюр оборотных заделов необходим для определения средней величины межоперационных оборотных заделов между каждой парой смежных операций и в целом по линии. [c.132]
Среднюю величину межоперационных оборотных заделов в целом по линии рассчитываем по формуле (3.38) [c.132]
РАСЧЕТ МЕЖОПЕРАЦИОННЫХ ОБОРОТНЫХ ЗАДЕЛОВ ПОТОЧНОЙ ЛИНИИ [c.232]
Расчет межоперационных оборотных заделов при отсутствии брака (по данным примера 2.1) [c.32]
Заделы на прерывно-поточной линии включают в себя в основном межоперационные оборотные заделы. Межоперационные оборотные заделы образуются между каждой парой смежных операций, если смежные по процессу выполнения технологические операции различны по производительности или при равной производительности начинают работать неодновременно. Эти заделы накапливаются перед рабочими местами потребляющей операции, если она менее производительная, чем подающая операция, или в данный момент не работает, и снижаются, когда прекращает работать подающая операция или начинает работать потребляющая операция. [c.9]
Динамика межоперационных оборотных заделов определяется регламентом работы рабочих прерывно-поточных линий, поэтому одновременно строят график-регламент работы рабочих на линии и график днижения межоперационных заделов в виде эпюр (рис. 12.4). Указанные [c.134]
В. А. Петровым предложены формулы расчета средней величины межоперационных оборотных заделов для различных пар смежных операций. Все случаи возникновения внутрилиней-ных оборотных заделов с точки зрения взаимного сочетания двух смежных операций В. А. Петров свел к трем группам. [c.15]
Нетрудно заметить, что формулы определения различных видов межоперационных оборотных заделов, предложенные разными специалистами в области организации и планирования производства, найдены для условий непрерывной работы каждой пары операций в течение периода оборота линии и заранее известных календарных сочетаний операций. Формулы А. И. Неймарка, В. А. Думлера, В. А. Петрова можно использовать лишь для расчета заделов при наихудших или наилучших сочетаниях операций во времени, а формулу Я. Ю. Николаева — для заранее известной продолжительности фазы совместной работы операций. Следовательно, эти формулы определения различных видов заделов можно использовать на стадии технико-экономического обоснования проектируемых поточных линий, когда не нужна особая точность расчета. В то же время они менее полезны при расчете заделов для построенных графиков выполнения операций, так как охватывают ограниченное число сочетаний операций во времени, а использование их при сочетаниях операций, не входящих в наилучшие или наихудшие, даст неверные результаты. [c.20]
Постройте эпюры межоперационных оборотных заделов на ОППЛ механической обработки деталей и рассчитайте максимальные значения внутренних заделов и величины переходящих заделов для каждой пары смежных операций. Рассчитайте средние значения всех оборотных заделов. Линия работает с расчетным ритмом 2,1 мин. Период ее оборота — 4 ч, Регламент работы представлен на рис. 12.17. [c.302]
Определить такт линии, число рабочих мест и их загрузку, количество рабочих-операторов составить график регламентации работы рабочих мест и рабочих-операторов на линии (построить стандарт-план работы ОППЛ) рассчитать величину межоперационных оборотных заделов и построить график их движения определить величину среднего оборотного задела на линии величину незавершенного производства и длительность производственного цикла обработки партии деталей. [c.34]
Расчет межоперационных оборотных заделов производим по стандарт-плану ОППЛ между каждой парой смежных операций по формуле (3.36). Этот расчет рекомендуется вести в табличной форме (табл. 3.4). [c.36]
На ОППЛ вследствие различной трудоемкости на операциях производственного процесса необходимо создавать межоперационные оборотные заделы (детали или узлы, находящиеся на рабочих местах в ожи- [c.29]