В себестоимость обработки включаются затраты на заработную плату с отчислениями на социальное страхование и затраты по использованию средств труда (амортизация, затраты по эксплуатации и содержанию оборудования, зданий, сооружений). В этом случае величина прибыли должна находиться в соответствии с величиной собственного труда работников данного предприятия, так как прибавочный продукт создается лишь живым трудом. [c.263]
Допустим, что надо определить НЧП по какому-то продукту. Зарплата основная и дополнительная производственных рабочих по данному продукту — 130 руб. и отчисления на социальное страхование по этой группе рабочих —-11,6 руб., всего 3 р == 141,6. Себестоимость обработки—39 руб., норматив рентабельности по отношению к стоимости обработки — 35 %, прибыль (// ) равна (39-35) 100 = 13,65 руб., /О, ----- 1,5 [c.264]
При использовании показателя НЧП для калькулирования новой продукции добавляются статьи себестоимость обработки норматив рентабельности и прибыли к себестоимости обработки сумма основной, дополнительной зарплаты производственных рабочих с отчислениями на соцстрах зарплата ППП основная и дополнительная зарплата производственных рабочих ПО коэффициент К., зарплата ППП по обслуживанию и управлению производством с отчислениями па соцстрах в себестоимости калькуляционной единицы норматив НЧП. [c.300]
Необходимость проведения работ по механизации и автоматизации технологического проектирования выявляется на основе организационно-технического и затем технико-экономического анализа При невысоком уровне организации ТПП в первую очередь решается вопрос ее совершенствования, так как бессмысленно осуществлять автоматизацию проектирования технологических процессов и оснастки без предварительного создания надежных технологической (прогрессивное оборудование, оснастка) и организационной (структура служб, организация рабочих мест, наличие ИПС и т. д.) баз. При анализе могут создаваться структурная, функциональная, информационная, организационная модели ТПП, помогающие в определении основных задач механизации и автоматизации. При обосновании целесообразности работ по механизации и автоматизации ТПП используют несколько основных оценочных показателей себестоимость обработки информации, трудоемкость и качество решения задач (ГОСТ 4.403—73). Очередность работ выявляется экспертным путем с учетом экономического эффекта, взаимосвязи решаемой задачи с другими задачами ТПП и влияния результатов решения на весь ход ТПП (ГОСТ 14.405—73). В процессе выполнения работ должны быть созданы, как и в любой АСУ, информационное (ГОСТ 14.408—74), математическое и техническое (ГОСТ 14.410—74) обеспечение. [c.165]
При жестко заданной производственной программе для определенного комплексного производственного звена при оптимизации плана по труду в качестве критериев оптимальности могут быть приняты производительность труда рабочего за смену использование номинального фонда общего станочного времени себестоимость обработки единицы продукции или эквивалентная этому показателю средняя себестоимость операции или часа работы (1 станко-ч). Исходя из этих критериев оптимальность труда будет определяться соотношением следующих параметров стойкости резца скорости резания числа оборотов в минуту машинного времени операции времени смены резца. [c.199]
Для расчета оптимальной партии применяются математические методы. Общим для различных математических методов в основном линейного программирования (см. 15-9) является то, что они исходят из какого-либо одного критерия. Такими критериями, например, являются минимум средней трудоемкости детали, максимум выработки одного рабочего, максимум загрузки станка, минимум себестоимости обработки одной детали. [c.247]
Практическое применение метода определения оптимальной партии методом опорных вариантов можно уяснить на следующем примере. Допустим, что требуется определить оптимальный размер партии машиностроительных деталей, общая годовая потребность которых составляет 3000 шт. В качестве критерия оптимальности в данном случае можно принять среднюю трудоемкость изготовления деталей, характеризующую производительность труда длительность цикла изготовления размер незавершенного производства использование планового фонда станочного [времени (использование производственной мощности), и себестоимость продукции или себестоимость обработки единицы продукции. [c.247]
Обозначим через Су величину a-ty, представляющую собой удельную цеховую себестоимость обработки материала,. тогда цеховая себестоимость деталей будет равна [c.177]
Удельная цеховая себестоимость обработки деталей включает в себя все материальные и трудовые затраты на изготовление единицы веса детали, кроме затрат на основной материал. Удельная цеховая себестоимость обработки равна произведению средних часовых приведенных затрат в цехе на удельную трудоемкость и зависит от веса деталей, их лож ности, вида материала, мощности оборудования и уровня механизации. [c.177]
| Рис. 1.31. Зависимость себестоимости обработки от чистоты поверхности и размеров допуска | 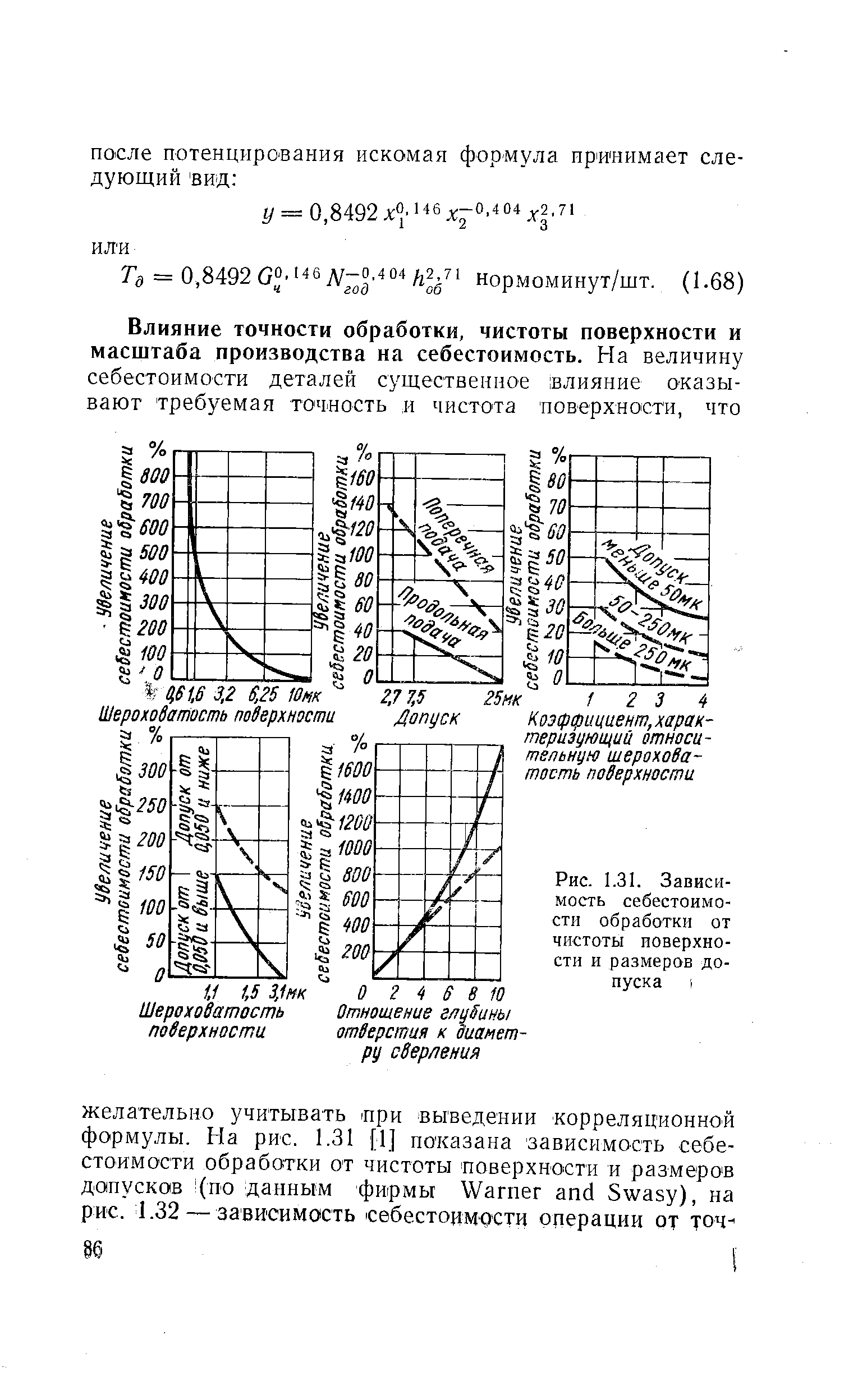 |
Анализ экспериментальных данных ряда исследователей позволил установить следующую зависимость относительной себестоимости обработки Ys от изменения ее точности Хт в микронах [c.93]
| Рис. 5.3. Изменение себестоимости обработки детали на автоматических линиях в зависимости от программы выпуска | 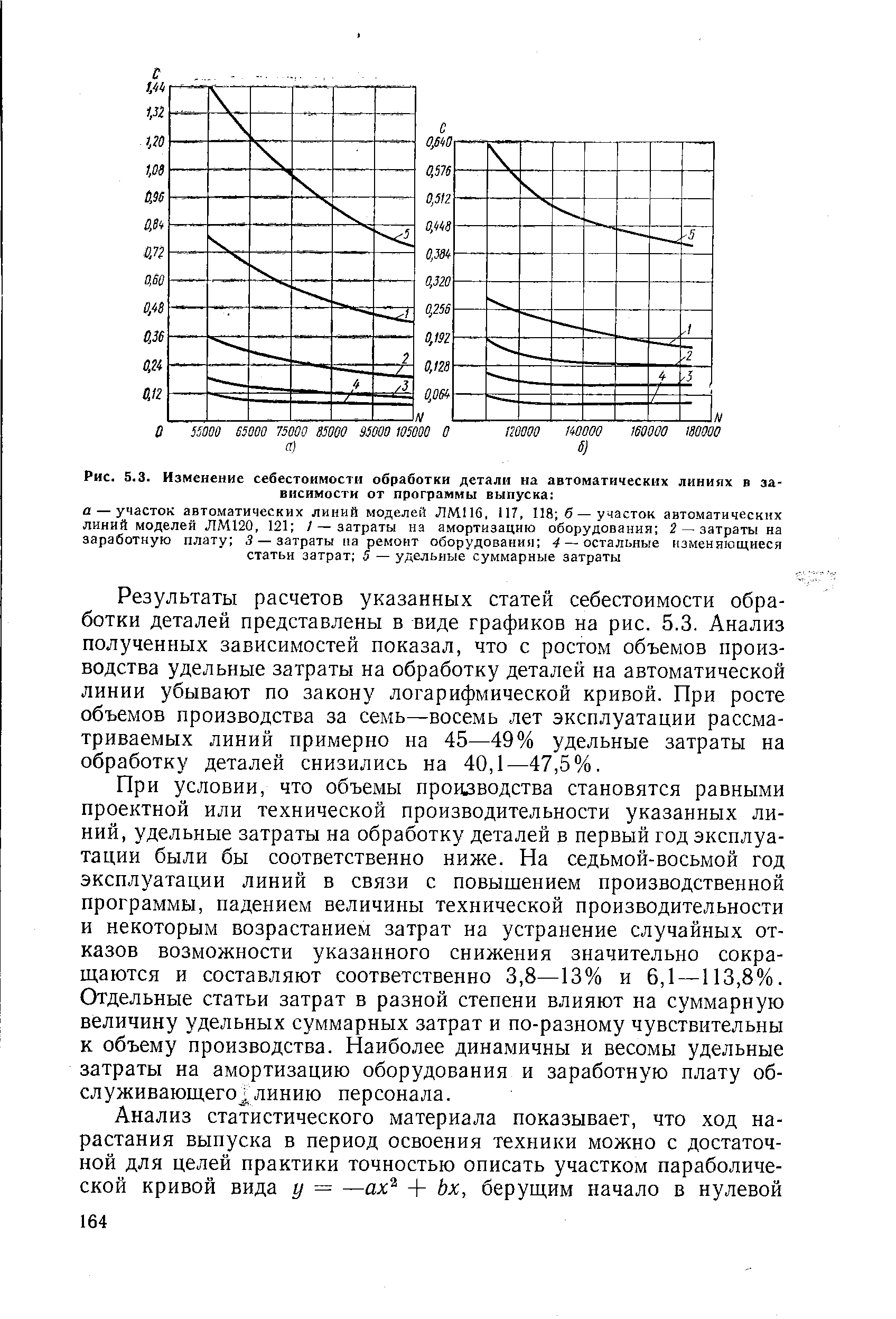 |
Все изложенное свидетельствует о резкой разнице в величине показателя отдачи .Если исключить влияние цен и материалов и рассмотреть только себестоимость обработки, то она составит для автогрейдеров [c.257]
Себестоимость обработки на 1 рубль капиталовложений будет составлять [c.258]
Себестоимость обработки. Калькуляция цеховой себестоимости обработки (см. стр. 204) составляется на весь годовой объем выпускаемой продукции и состоит из двух основных видов затрат основной заработной платы производственных рабочих и цеховых расходов. [c.317]
Цеховая калькуляция себестоимости обработки 1 т деталей [c.318]
Итого себестоимость обработки . . .. тыс. оуб. 349,7 [c.320]
Себестоимость обработки т выпуска . . . ..... руб. 388,4 388,4 [c.320]
Годовой фонд цеховых накладных расходов рассчитывается в разрезе отдельных статей по укрупненным показателям, определяемым применительно к конкретным условиям в каждом частном случае. В табл. 101 приводится пример составления цеховой калькуляции себестоимости обработки. В приводимом примере выделены переменные статьи затрат и объединены неизменяемые применительно к конкретному частному случаю. Расчет произведен укрупненно, с использованием данных цеха-аналога. [c.321]
Целесообразность внедрения новой техники в этих случаях доказывается резким ростом производительности труда, снижением себестоимости обработки и окупаемостью дополнительных капитальных затрат. [c.330]
На автоматической линии количество рабочих сокращается с 52 до 24 чел. Экономия по заработной плате с учетом начислений составляет 23,3 тыс. руб. в год, или 5,6 коп. на одну шестерню при себестоимости обработки 14 коп., т. е. дает снижение себестоимости около 40%. Но эта экономия достигается очень дорогой ценой, а именно капиталовложения на приобретение оборудования составляют с учетом отладки линий 1064 тыс. руб. [c.334]
Пример 6. Себестоимость обработки одной детали при неавтоматизированном производстве составляет 56 коп., в том числе амортизационные отчисления — 3,3 коп. При установке автоматической линии себестоимость обработки снижается до 42,1 коп., в том числе амортизационные отчисления составляют 6 коп. Капитальные затраты при неавтоматизированном производстве составляли 46,4 тыс. руб. автоматическая линия стоит 85,2 тыс. руб. [c.345]
Особенностью нормирования труда на обработочных операциях является подбор наиболее рациональных режимов работы оборудования, то есть выбор оптимального сочетания скорости резания и подачи, обеспечивающих в данных условиях, с учетом целесообразного использования режущих свойств инструмента и кинематических возможностей оборудования, наибольшую производительность и наименьшую себестоимость обработки. [c.214]
Предположим, что в результате повышения долговечности и надежности производительность трактора п гектарах пахоты возросла на с — 0,3, а его стоимость увеличилась на b = 0,1. Отсюда себестоимость обработки 1 га снизилась на [c.134]
Величина прибыли в цене может быть определена путем распределения заводской прибыли по изделию пропорционально заработной плате, себестоимости обработки или фондоемкости деталей и узлов, производимых в производственных подразделениях. [c.152]
Счетная обработка первичных документов на брак производится в МСБ следующим образом. Акты на окончательный брак подвергаются таксировке для определения суммы прямых. затрат а забракованные изделия или детали. По каждому акту расценку или себестоимость обработки единицы продукции умножают на количество забракованных изделий или дета-.лей. Произведение записывают в гр. Заработная плата . После этого умножают цену материала на его количество, расходуемое на единицу изделия, и произведение записывают в гр. Сумма по строке За единицу продукции , после чего это произведение считают Множимым и умножают на количество забракованных изделий, а новое произведение записывают в гр. Сумма по строке На все количество . Стоимость лома за все количество исчисляют путем умножения стоимости его за единицу на количество забракованных изделий или деталей. [c.246]
К такому выводу привел нас опыт внедрения НСО на предприятиях Донецкого совнархоза. В частности, сейчас ведется работа по разработке единых, общеотраслевых нормативов для металлургических заводов нашего совнархоза. В то же время нормативы затрат на обработку не могут быть едиными для всех предприятий отрасли, так как предприятия имеют различный уровень технической оснащенности и организации производства и разный уровень себестоимости обработки изделий. В качестве меры затрат на производство единый для всех предприятий норматив не достигает цели — способствовать снижению этих затрат, так как для одних предприятий этот норматив занижен и не стимулирует снижение затрат, в то время как для других, находящихся на более низком техническом и организационном уровне, такой норматив практически недосягаем ж поэтому также бесполезен. [c.101]
Под рациональным режимом резания понимают технически и экономически целесообразное сочетание значений глубины резания, подачи и скорости резания, при которых для данных организационно-технических условий достигается наименьшая себестоимость обработки детали. Поэтому проектирование норм на токарные работы представляет собой не простой расчет машинного времени по заранее заданным параметрам (припуску на обработку, глубине резания, подаче), а прежде всего выбор таких параметров, при которых получают не только наименьшее машинное время, но и наименьшую продолжительность всей операции. [c.212]
Технологическая себестоимость обработки одной детали (или одной операции) Сшт равна [c.81]
Способы обработки посевов Дневная производительность Затраты на обработку 1000 га (в Себестоимость обработки 1 га Норма расхода раствора гер- [c.205]
Остальные затраты обычно не имеют существенного значения и в себестоимости обработки деталей на линиях одинаково- [c.181]
Поскольку целью расчета чаще всего является сопоставление частичной себестоимости обработки или сборки изделия з-условиях автоматизированного и неавтоматизированного производства или при разных вариантах автоматизации, то задача сводится к тому, чтобы установить размер часовых затрат на оплату труда основных рабочих Ср и расходов, связанных с эксплуатацией линий Сл , которые, будучи затем поделены на среднечасовую производительность Пч для каждого из сравниваемых вариантов, дадут искомую величину. [c.182]
Изменение главнейших экономических показателей в зависимости от числа деталей в партии Себестоимость обработки единицы изделий, коп. 1ХЭ1ШИОН Eg 1ОСО to СО СЧ [c.249]
Это значит, что при сравнении себестоимости обработки на двух моделях металлорежущих станков аналогичного технологического назначения, но с различными точностными характеристиками, необходимо вводить соответствующую корректировку себестоимости с помощью коэффициента /гт [c.93]
Наряду с преимуществами в области организации и планирования производства, создание предметно-замкнутых участков влечет за собой и существенное улучшение экономики цеха и завода. Одним из главных экономических преимуществ предметно-замкнутых участков является рост производительности труда за счет специализации рабочих мест на выполнении вполне определенных детале-операций. Результатом этого является снижение трудоемкости и себестоимости обработки. Создание предметных участков способствует значительному сокращению длительности производственного цикла обработки деталей за счет весьма заметного уменьшения так называемого времени межоперационного перерыва, а также пробега деталей в процессе производства. В свою очередь, сокращение цикла ведет к уменьшению объема незавершенного производства и к ускорению оборота средств в стадии производства. При предметной организации участков улучшается также и качество продукции, поскольку более узкая специализация рабочих мест способствует рационализации технологических процессов и повышению профессионального мастерства рабочих. [c.6]
При проектировании в отдельных случаях применяется анализ технологической себестоимости обработки по соответствующим вариантам. Это бывает необходимо при выборе высокопро-204 [c.204]
Определение технически обоснованных норм времени на станочные работы требует установления варианта технологического процесса, обеспечивающего выполнение технических требований, предъявляемых к обработанной детали, и оптимальных затрат времени на ееЛэбработку, при которых повышается производительность руда и снижается себестоимость обработки. [c.150]
Фирма Варнер—Свази проанализировала характер изменений себестоимости в зависимости от чистоты поверхности и размеров допуска при различных способах механической обработки. Было установлено, что при токарной обработке (рис. 20, а) издержки производства пропорциональны требуемой чистоте поверхности при плоском шлифовании (рис. 20, б) себестоимость больше зависит от класса точности, чем от чистоты при строгании (рис. 20, в) и фрезеровании (рис. 20, г) себестоимость растет быстрее, чем ужесточаются допуски, и, наконец, при глубоком сверлении (рис. 20, д) себестоимость обработки возрастает пропорционально глубине отверстия, а при отношениях глубины к диаметру сверления от 3 1 до 10 1 рост себестоимости еще более интенсивен. [c.74]
| Рис. 20. График изменения себестоимости обработки в зависимости от чистоть поверхности и размеров допуска | 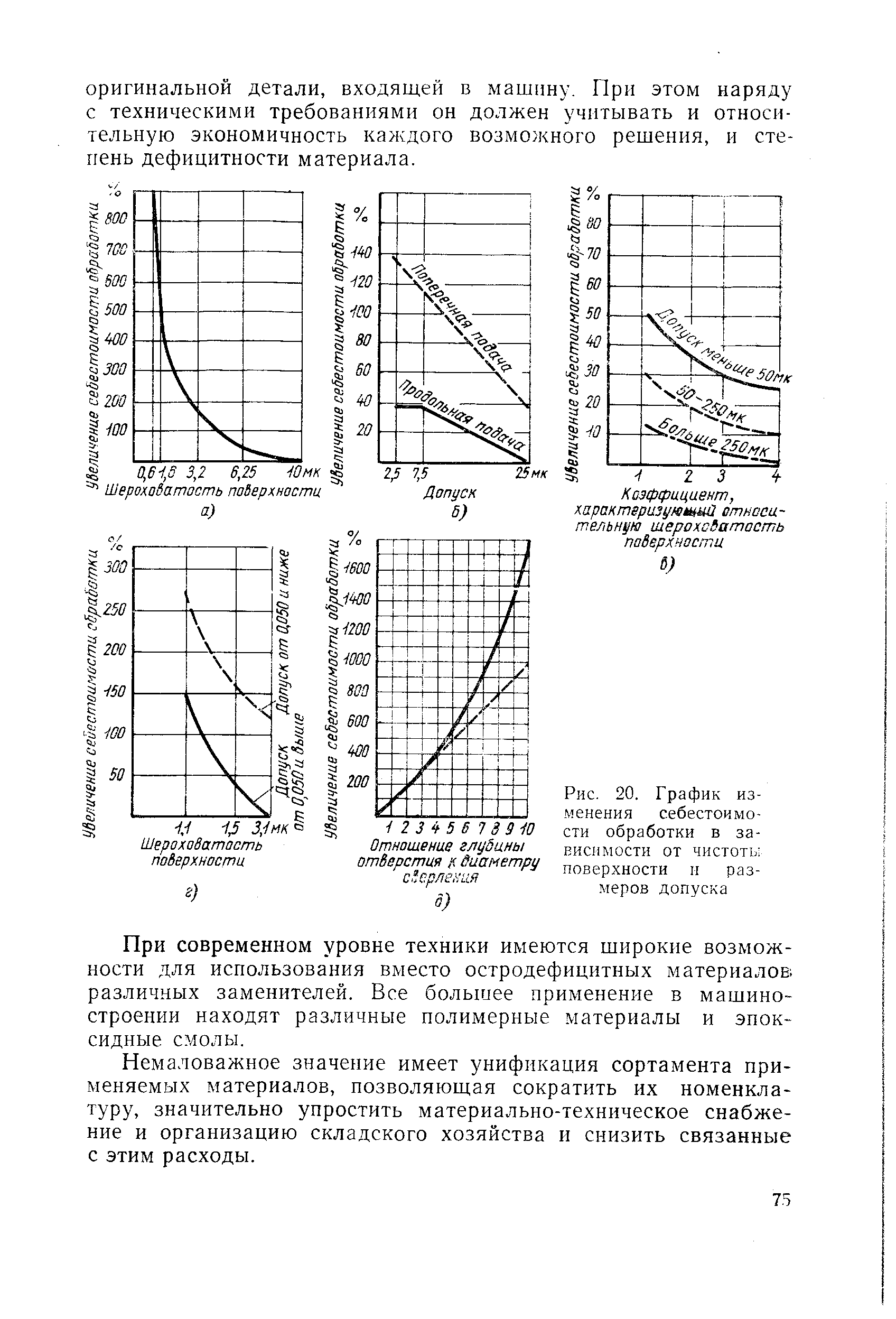 |