Опыт развития многих стран в последней четверти XX в. показал, что гарантией стабильного положения промышленной (и любой другой) организации являются конкурентные преимущества, основным путем достижения которых в настоящее время является инновационная деятельность. Но для того чтобы эти преимущества носили долговременный характер, инновационная деятельность должна рассматриваться не как дискретный процесс создания и освоения отдельных новых продуктов и технологий, а как способность организации и ее персонала к постоянному и непрерывному функционированию в режиме инновационного развития, для чего необходим постоянный прогресс системы знаний организации. Обязательным условием успеха инновационной деятельности стало рацио- [c.55]
Однако, особенно в образовании, необходимо учитывать такое явление, как преемственность знания — когда дело касается идей и навыков, реально проверенных временем и подтвержденных практикой, элементы прежнего знания остаются и органически входят в систему нового знания. Поэтому философы сравнивают процесс познания не с дискретными процессами, возобновляющимися на ином уровне и в иной системе координат, а со спиралью, которая, расширяясь, сохраняет старое знание и вовлекает новое. Практически это означает, что, обновляя и реорганизуя структуру и деятельность компании в связи с изменившимися условиями, нужно уделять внимание селекции и сохранению дееспособных элементов и носителей прежних знаний. [c.56]
Все Дольше мелких инновационных фирм стали принимать на себя риСк внедрения новых продуктов/технологий, которые в случае успешного освоения становятся предметом внимания крупных корпораций. В результате этого в развитых странах трансфер технологии из сферы НИ ОКР в производство превратился из дискретного процесса в непрерывный. [c.13]
Дискретный процесс — например, производство автомобилей. Характеристика продуктовая дифференциация, оборудование для групповой технологии, серийное или единичное производство. [c.37]
На рис. 1.2 показаны изменения запасов при дискретном процессе снабжения и непрерывном расходе для двух случаев 1) для равномерных процессов (рис. 1.2а), а второй — для неравномерных процессов (1.26). Под равномерным процессом снабжения (расхода) подразумеваются поставки (объемы суточных отпусков), произведенные одинаковыми объемами и через равные по продолжительности интервалы времени. [c.47]
| Рис. 1.2. Формирование производственного запаса марки материального ресурса при дискретном процессе снабжения и непрерывном процессе отпуска | 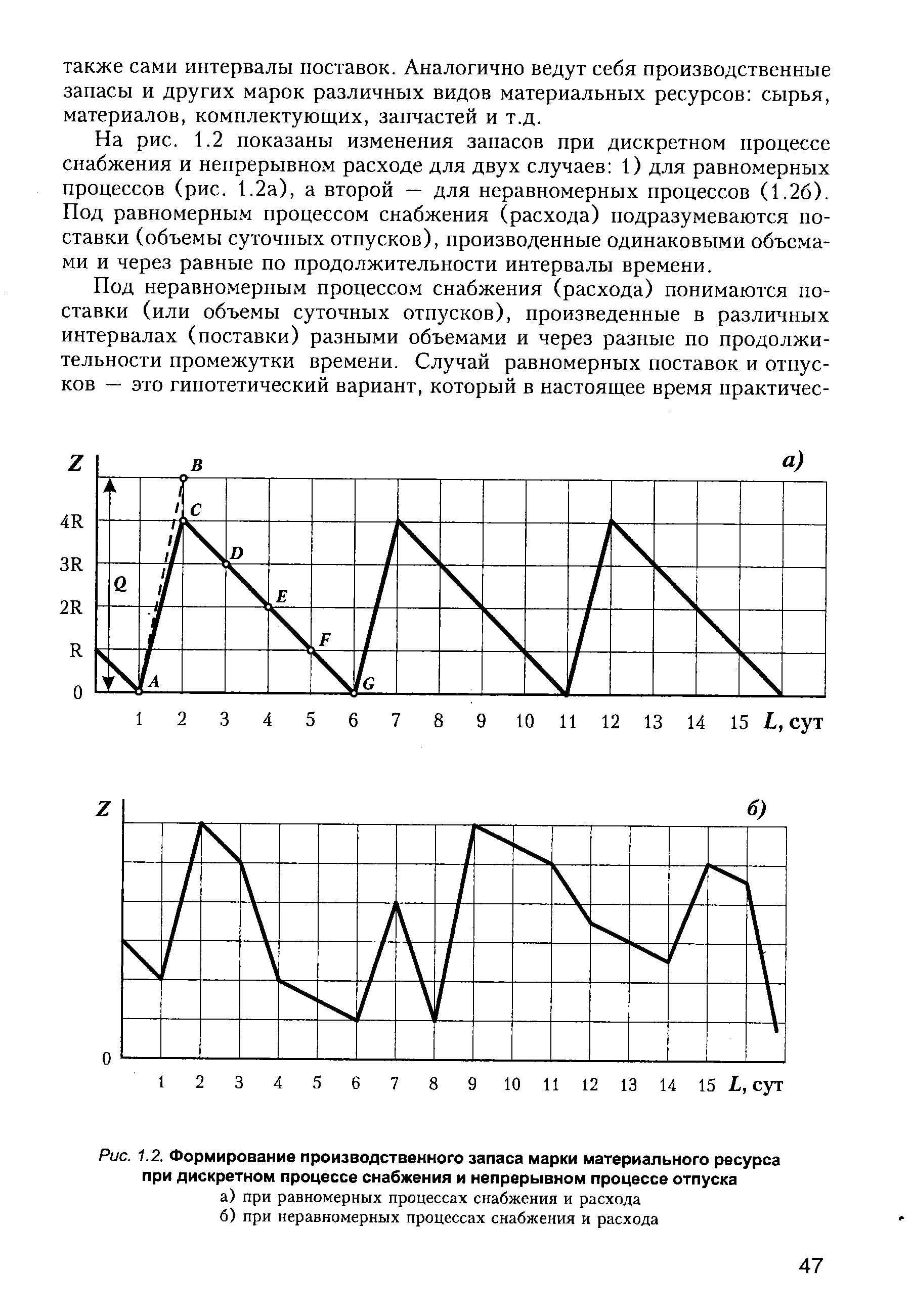 |
| Рис. 5.1. Изменение производственных запасов при дискретном процессе снабжения и непрерывном процессе расхода марки комплектующего изделия на предприятии-потребителе в случае, когда процессы прихода и расхода равномерны и полностью согласованы между собой (при идеальных условиях формирования производственного запаса) | 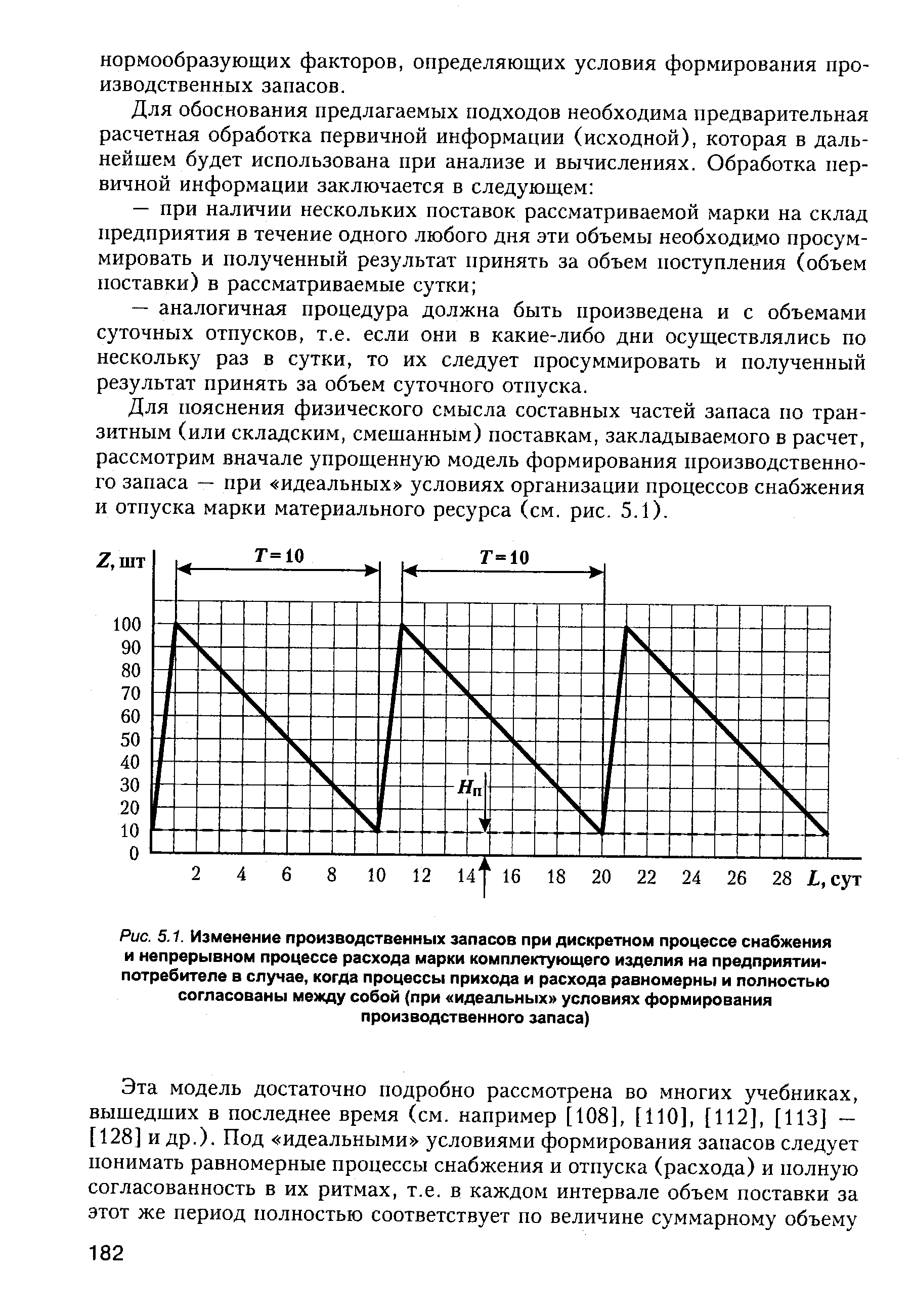 |
Здесь мы продолжаем рассматривать условия формирования производственного запаса при дискретном процессе снабжения и непрерывном процессе расхода нормируемой марки материального ресурса. [c.200]
При дискретных процессах снабжения и расхода приходится группировать уже четыре фактора, которые в совокупности характеризуют процесс расхода. Более подробно см. в разд. 5.5. [c.205]
Рассеивание точек говорит о том, что в интервале с большим (или малым) суммарным объемом суточных отпусков в этом периоде может быть произведен как большой, так и малый объем поставки, совершенно не зависящий от этого суммарного объема отпуска. Отсюда следует, что если известны продолжительность какого-либо интервала tl в планируемом году и суточные объемы отпуска в нем rt, то по их значениям (по tl и rt) можно найти суммарный объем суточных отпусков за интервал — uf = rl x tv но нельзя однозначно предсказать, какой объем поставки рассматриваемой марки МР будет произведен в начале этого интервала. Поскольку при дискретном процессе снабжения и непрерывном процессе расхода число отпусков (их 365) всегда больше числа интервалов поставок, то их количественное несовпадение говорит о том, что между этими двумя факторами (rv ,) вообще отсутствует какая-либо связь. Таким образом, мы убедились в том, что, во-первых, нет связи между ul и rf x tv a во-вторых, нет связи между rt и tr Результаты анализа позволяют сделать обоснованный вывод, что в большинстве рассмотренных примеров отсутствует какая-либо связь (корреляционная, функциональная), и это свидетельствует о том, что сочетания значений нормообразующих факторов <7 - t( - rp в интервалах можно рассматривать как случайные независимые события, а вариации значений нормообразующих факторов как случайные независимые величины. [c.207]
При дискретных процессах производства и отгрузки возможны два случая. Первый из них, когда отгрузка осуществляется реже, чем сдача готовой продукции на склад (5 > 1, Т > 1, причем Т > S ), факторным признаком будет объем суточной отгрузки (Q,), а результативным признаком (U[) — сгруппированный показатель из четырех значений нормообразующих факторов объема суточного производства, интервала отгрузки, интервалов между рабочими днями и количества перерывов между рабочими днями в интервалах отгрузки. Второй случай, когда отгрузка осуществляется чаще, чем сдача готовой продукции на склад (5С > 1, Гс > 1, причем Т < 5с ), факторным признаком будет объем суточного производства (R ), а результативным — сгруппированный показатель (W из четырех значений нормообразующих факторов объемов суточных отгрузок, интервалов отгрузки, интервалов между рабочими днями и количеств перерывов между днями отгрузки в интервалах между рабочими днями. Группировка нормообразующих факторов позволяет при анализе рассматривать двухфакторную модель, один фактор (или группа факторов) характеризует процесс прихода, другой фактор (или группа факторов) — процесс расхода. [c.214]
Первый случай представляет собой в определенной степени идеализированную модель формирования производственного запаса. В жизни таких случаев практически не бывает, но рассмотрение идеализированных моделей в некоторой степени помогает пояснить характер изменения запаса и проанализировать, как те или иные факторы воздействуют на его величину и аналитическую взаимосвязь между факторами. На каждом из графиков, приведенных на рис. 5.10, показан небольшой фрагмент по времени из отчетного периода, характеризующий изменение запаса по дням одной марки материала на предприятии. По осям ординат на этих графиках отложены значения суточных остатков марки материала в натуральном выражении (Z), а по осям абсцисс — порядковые номера дней в отчетном году (L). Каждое значение остатка на графиках приведено на конец суток, и не рассматривается изменение запаса в течение дня. Ломаная линия условно соединяет между собой дискретные значения суточных остатков материала (на конец суток). На рис. 5.10а и 5.106 показаны изменения запасов при дискретном процессе снабжения и непрерывном процессе [c.230]
В методологии нормирования запасов достаточно подробно разработана расчетная модель изменения суточных остатков материала у предприятия-потребителя при дискретном процессе снабжения и непрерывном процессе расхода. Выявлены нормообразующие факторы, влияющие на изменение уровня запаса в интервале поставки, характер самого изменения. При анализе модели авторы одинаково трактуют влияние каждого из факторов, правда, в различных публикациях (например, в [93, с.131], [95, с. 174] и др.) применяются разные приемы математической обработки этих данных. [c.231]
При дискретном процессе снабжения и непрерывном процессе расхода (см. рис. 5.10а) поставки осуществляются только в отдельные дни года, а отпуски — каждый день, при этом на графике показано изменение уровня запасов, когда оба эти процесса равномерные. Увеличение (накопление) запаса в начале каждого интервала, изображенное на графике, обусловлено поступлением марки материала на склад предприятия-потребителя, т.е. в результате выполнения операции процесса снабжения, а уменьшение запаса по дням в течение каждого интервала вызвано осуществлением отпусков материала со склада на производственные или хозяйственные нужды. Например, сырье, прокат, комплектующие и т.п. отпускаются в цехи предприятия на производственные нужды — для изготовления полученного заказа бензин отпускается для заправки автомобилей (на эксплуатационные расходы) запчасти выдаются цехам для проведения ремонта оборудования и транспортных средств мебель, компьютеры, калькуляторы, бумага, бланки, ручки и т.д. выдаются в отделы (плановый, финансовый, снабжения, сбыта, бухгалтерию) на хозяйственные нужды — для обеспечения выполнения служащими предприятия соответствующих функций. В данном случае рассматриваем изменение уровней запаса (суточных остатков) марки материала на складе и видим, что оно зависит от условий снабжения и расхода, т.е. сколько поступило или отпустили по суткам на предприятии. Из этого графика видно, что оба рассматриваемых процесса (поступление и отпуск) равномерны по объемам и времени, т.е. поставки осуществляются одними и теми же объемами и через равные интервалы времени, каждые сутки осуществляются отпуски материала одинаковыми [c.231]
На каждом из графиков, приведенных на рис. 5.Юг и 5.1 Од, показано изменение производственного запаса марки материального ресурса при дискретных процессах снабжения и отпуска на предприятии, когда оба эти процесса равномерные и согласованы между собой. Под согласованием в нервом случае понимается, что объем поступления материала в интервале соответствует суммарному объему отпуска за этот же период. Во втором случае иллюстрируется, сколько всего в сумме поступило материала за интервал отпуска, столько же будет израсходовано в этом периоде. На первом из этих графиков (рис. 5. Юг) показано изменение запаса, когда интервал поставки (7=12 дней) больше интервала отпуска (S = 3 дня), на втором (рис. 5.10д) — интервал поставки (Т = 3 дня) меньше интервала отпуска (5=12 дней). При указанных условиях поставки (или отпуска) марки материала производились одинаковыми объемами и через равные интервалы, причем каждый из них осуществлялся не ежедневно, а только в отдельные дни года (дискретно). Из-за ограниченности места на каждом из графиков показан из всей продолжительности года небольшой по времени промежуток, в котором укладываются только два интервала между поставками. Как указывалось ранее, под интервалом поставки в данном случае понимается промежуток времени (в сутках), который начинается в день поставки и продолжается до дня (включительно) накануне следующей поставки. Под интервалом отпуска понимается промежуток времени (в сутках), который начинается со следующего дня после отпуска и продолжается до дня (включительно) осуществления следующего отпуска. [c.235]
В рассмотренном выше примере (дискретные процессы снабжения и отпуска) продолжительность интервала поставки была больше величины одного интервала отпуска. Выражение, приведенное в формуле (5.31), отражает связь между нормообразующими факторами, определяющими расход производственного запаса в интервале поставки при данных условиях. Выражение в квадратных скобках в этой формуле учитывает, сколько на самом деле отпусков в производство рассматриваемой марки было в интервале между поставками. Очевидно, что по количеству дней оно было меньше продолжительности самого интервала поставки. Дело в том, что выражение (S — 1) отражает продолжительность одного перерыва между отпусками, а единица — это значение дня, в который непосредственно производился отпуск материала. Отняв от продолжительности интервала между отпусками (5) один день, получаем продолжительность самого перерыва между отпусками. Произведение (S — 1) х N отражает суммарный промежуток времени (в сутках) в интервале между поставками, в котором отпуски материала не осуществлялись. Разница между продолжительностью интервала между поставками и продолжительностью суммарного перерыва (выражение в квадратных скобках) определяет промежуток времени, т.е. общее количество дней, в который производились отпуски материала. [c.236]
На графике, приведенном на рис. 5.10д, показано изменение запаса при дискретных процессах снабжения и отпуска, когда продолжительность интервала поставки меньше значения интервала отпуска. При данных условиях происходит постепенное накопление запаса в течение интервала отпуска в результате осуществления поставок топлива. Затем в конце этого периода запас расходуется. Такие случаи формирования запасов возможны, например, в морском или рыбном порту, когда нужно заправить перед отходом в дальнее плавание танкер или судно с большим водоизмещением [c.236]
На графике, приведенном на рис. 5.10в, показано изменение производственного запаса у потребителя при непрерывном процессе снабжения и дискретном процессе отпуска. Такой характер формирования запаса возможен, например, в морском порту, в котором ограниченные по протяженности подъездные пути к емкостям, куда сливается топливо из железнодорожных цистерн, поступившее железнодорожным маршрутом с нефтеперерабатывающего завода. Порт в этом случае может принять одновременно на подъездном пути 5-6 железнодорожных цистерн, слив топлива из них в емкости порта продолжается в течение 3-4 часов, а в поступившем маршруте таких цистерн до 50 штук. Поэтому в течение нескольких дней подряд осуществляется приемка топлива, т.е. непрерывный процесс снабжения в интервале отпуска. После накопления необходимого объема топлива оно сливается в емкости танкера. Такие условия формирования производственных запасов могут иметь место и у других видов материальных ресурсов. [c.238]
На графике, приведенном на рис. 5.106, показано изменение производственного запаса в интервалах, когда процесс снабжения нормируемой марки материала у потребителя будет дискретным, а процесс ее отпуска — непрерывным, причем оба процесса неравномерны, но согласованы между собой. У потребителя в этом случае поставки материала осуществляются разными объемами и через разные по продолжительности промежутки времени (разные интервалы поставки). В интервалах по дням меняются объемы суточных отпусков материала. Но при этом в каждом интервале объем поставки точно соответствует суммарному объему отпуска за соответствующий интервал, т.е. процессы снабжения и отпуска согласованы между собой. Эти процессы в данном случае коррелируют между собой, и коэффициент корреляции, определяющий степень связи между ними, равен единице. Аналогичная картина может иметь место и при дискретных процессах снабжения и отпуска. [c.240]
Средний запас при дискретных процессах поступления [c.252]
Дискретные процессы поступления и расхода (т.е. осуществляемые не каждый день) характерны в основном при формировании производственных запасов материальных ресурсов (МР) на машиностроительных, станкостроительных и т.п. предприятиях. При дискретных процессах формирование запасов имеет достаточно сложный характер, который должен быть описан большим количеством нормообразующих факторов. Условия формирования определяются большой неравномерностью протекающих процессов поступления (т.е. снабжения) и расхода (отпусков марок МР со склада в цех) и несогласованностью этих процессов между собой. В [c.252]
Вполне очевидно, как можно определить при транзитных (или складских, смешанных) поставках максимальный производственный запас марки МР, образующийся в начале интервала при дискретных процессах поступления и расхода. Вся сложность проблемы заключается в процессе перехода при расчете от максимальной величины запаса в интервале к его среднему значению. К настоящему времени в методологии нормирования производственных запасов достаточно подробно разработана расчетная модель изменения суточных остатков материала на предприятиях-потребителях только при дискретном процессе снабжения (поставки не каждый день) и при непрерывном процессе расхода (отпусках, осуществляемых ежедневно) — например, в [38], [97], [101] и др. По рассматриваемому случаю у всех авторов наблюдается единая точка зрения, и, на наш взгляд, обоснованная. В соответствии с ней среднее значение запаса (в натурально-вещественном выражении) равно половине его максимального значения, а в днях среднесуточного расхода (в натуральном выражении) — половине продолжительности среднего интервала между поставками. При анализе этой классической модели авторы одинаково трактуют, как соотносятся между собой максимальное и среднее значения запасов в интервале. Они принимают, что максимальный запас в этом случае в два раза больше его среднего значения, или средний запас равен половине максимального. Под средним запасом в данном случае понимается среднеарифметическое из ежесуточных остатков марки МР в интервале поставки, под максимальным — наибольшее значение запаса в начале интервала, непосредственно после осуществления самой поставки материала поставщиком (заводом-изготовителем, базой снабжения). Методологическая сторона вопроса заключается в том, что среднее значение запаса в интервале (или в расчетном периоде) является основой для установления самой нормы производственного запаса. Известно, что за норму принимается среднее [c.253]
Как указывалось выше, до настоящего времени методологически недостаточно разработан данный вопрос для дискретных процессов поступления и расхода, т.е как определить средний запас через рассчитанное максимальное значение — какая между ними существует математическая связь, когда оба материальных потока (входящий и выходящий) являются дискретными. [c.254]
У ряда специалистов существует несколько противоречивых точек зрения на то, как соотносятся между собой среднее и максимальное значения запасов в интервале. Так, в работе [5, с. 12], как указывалось в гл. 3, средний запас рекомендуется определять, исходя из предположения, что поступивший материал отпускается после поставки через промежуток времени, равный интервалу отпуска. В связи с этим А. С. Айзенберг- Горский предлагает вычислять средний запас через сумму двух интервалов — поставки и отпуска (см. табл. 3.1). Противоположную точку зрения по этому вопросу высказывает А. И. Баскин в [5, с. 18]. Он считает, что средний запас необходимо находить через разность продолжительностей двух интервалов — из интервала поставки вычесть интервал отпуска. Н.Д. Фасоляк в [92, с. 91] предлагает вообще не учитывать продолжительность интервала отпуска при нормировании запаса. В последней из рассмотренных работ автор считает, что при дискретных процессах снабжения и расхода МР (или отпуска со склада, что то же самое по физическому смыслу) средний запас в году должен быть равен в днях расхода половине интервала поставки или в натурально-вещественном выражении — половине максимального запаса, что исключает необходимость учета интервала отпуска при расчете нормы. [c.254]
В качестве иллюстрации в табл. 1.6 показано, как у предприятий-потребителей разных отраслей экономики последовательно менялись в ограниченном временном отрезке года объемы поставок, в табл. 1.7 — интервалы поставок, в табл. 1.8 — объемы суточных отпусков. Данные в этих таблицах приведены в относительных величинах qt/Q , t,/T , rh/R , где q — фактический объем суточной поставки в 1-м. интервале (поставки , t[ — /-Й интервал поставки, rh — объем суточного отпуска. Здесь / — индекс (порядковый номер) интервала, h — индекс порядкового номера дня в году Q, Т, R — средние значения вариаций объемов поставок, интервалов поставок, объемов суточных отпусков соответственно1. Естественно, что количество поставок в году будет точно соответствовать числу интервалов поставок в данном периоде (поэтому для обозначения поставок и интервалов используется один и тот же индекс — /). Но при дискретном процессе снабжения и непрерывном процессе отпуска число поставок (или интервалов соответственно) обычно меньше количества суточных отпусков, поэтому они обозначаются разными индексами — Ink (см. табл. 1.6 и 1.8). [c.68]
Условия формирования производственных запасов достаточно многообразны но своему характеру изменения суточных остатков марки материального ресурса1 на складах предприятий-потребителей в течение года. На динамику суточных остатков существенное влияние оказывают множество факторов — непрерывны или дискретны процессы снабжения и расхода марки материала, соотношение между средними значениями интервала поставки и интервала между днями отпуска3, равномерны или неравномерны эти процессы в течение года и т.д. Под непрерывном процессом [c.227]
На рис. 5.10а изображено, что в интервале поставки, который продолжался три дня, 2-го числа была произведена поставка рассматриваемой марки материала объемом Q т. В связи с этим уровень производственного запаса материала увеличился на предприятии на эту величину в данный день. Пунктиром показано, какой запас образовался после поставки, а сплошной линией на графике показан остаток материала на конец суток 2 января. Часть этого поступления пошла на восполнение подготовительного запаса, который был израсходован в день поставки в результате осуществления отпусков в эти сутки на производственные и хозяйственные нужды, а остальная часть — на увеличение уровня запаса на предприятии1. Если подготовительный запас принять равным одному дню, то в результате произведенной поставки уровень запаса на конец рассматриваемого дня (2 января) увеличился до значения Z = Q. Из него в дальнейшем (3, 4 января) покрываются все потребности предприятия в данном материале до следующей очередной поставки. В последующие дни, как это видно из графика (рис. 5.10а), уровень запаса каждый день постепенно снижается на постоянную величину, равную величине объема суточного отпуска — R. К концу интервала (4 января) накопленный запас будет полностью израсходован. А 5 января, в день очередной поставки, суточные потребности будут покрываться из подготовительного запаса. В последующих интервалах этот процесс многократно воспроизводится. Продолжительность каждого интервала (Г) при данных условиях будет равна трем суткам, а объем поставки (Q) соответствовать трем объемам суточных отпусков — Q = 3 х R. Естественно, что в других случаях при другой частоте поставок интервалы между ними (поставками) могут быть совершенно другой продолжительности 4, 5, 6 и т.д. суток, а объем поставки соответственно пропорционален этому количеству дней. Таким образом, при дискретном процессе снабжения и непрерывном процессе отпуска запас, образовавшийся (накопленный) в интервале, равен объему поставки, а израсходованный — произведению продолжительности интервала и объема суточных отпусков. Поскольку процесс отпуска непрерывный, то продолжительность интервала (в сутках) говорит о количестве дней, в которые производился отпуск. При этом образовавшиеся и израсходованные запасы в данное случае (при равномерных и согласованных процессах снабжения и отпуска) равны между собой. Изменение запаса (накопление и расход) в интервале поставки при этих условиях зависит от трех следующих нормообразующих факторов — объема поставки, объема суточного отпуска, интервала между поставками [c.232]