ХРОНОМЕТРАЖ — метод изучения затрат времени на выполнение циклически повторяющихся ручных и машинно-ручных операций. X. проводится для изучения передовых методов и приемов работы, проверки действующих норм времени, установления продолжительности оперативного времени и получения данных, необходимых для разработки норм и нормативных материалов. [c.428]
Для машинных и машинно-ручных операций в норму времени включаются основное (машинное) время и вспомогательное (снять, положить предмет труда и т. п.). В рабочие места на конвейере включаются рабочие места контролеров, бракеров. Длина рабочей части конвейера (L) зависит от расстояния между двумя смежными рабочими местами (/ ) и общего количества рабочих мест ( ) [c.29]
Под хронометражем понимается метод определения нормальной продолжительности повторяющихся ручных, механизированных или машинно-ручных элементов операции. [c.154]
Расчет численности рабочих-сдельщиков, занятых на машинно-ручных и ручных операциях, производится исходя из планируемого объема производства, трудоемкости единицы продукции и баланса рабочего времени одного рабочего. Сначала определяют трудоемкость продукции, которую они должны выработать, затем делают расчет фонда времени одного рабочего, пользуясь для этого схемой баланса рабочего времени. Разделив трудоемкость всей продукции на эффективный фонд рабочего времени одного рабочего, определяют потребное количество рабочих. Число рабочих, рассчитанное по штатным нормативам, нормам обслуживания, представляет собой явочное число рабочих, т. е. численность рабочих, обязанных являться на работу в каждую данную смену для обеспечения нормальной работы производства. [c.274]
В зависимости от типа оборудования и характера труда операции подразделяются на ручные, машинно-ручные, аппаратурные и машинные. [c.39]
Производственные процессы (основные и вспомогательные) и соответственно производственные операции в зависимости от характера участия рабочего в выполнении входящих в них работ можно разделить на следующие группы ручные, ручные механизированные, машинно-ручные, машинные, автоматизированные и аппаратурные. [c.14]
При строительстве скважин еще продолжает оставаться большим объем ручных и машинно-ручных операций. Для уменьшения трудоемкости этих работ необходимо шире применять, а также полнее использовать средства механизации и автоматизации. [c.67]
Основным временем называется время, в течение которого производится выполнение данной г -й операции изготовляемой детали (изменение ее формы, размеров, структуры и свойств материала, внешнего вида и т. д.), являющееся непосредственной целью данной технологической операции. Оно может быть машинным, машинно-ручным и ручным. При механической обработке деталей основное время обычно сводится к машинному времени /маш t. [c.35]
Машинно-ручным время будет в том случае, когда труд частично или полностью механизирован. Величина tu.pa может охватывать как все штучно- калькуляционное время, так и любую его часть. Уровень автоматизации труда на отдельной операции Уаг определяют по формуле, аналогичной (6.26). При этом вместо tM-va подставляют машинно-автоматическое время работы, выполняемой без физического труда рабочего. [c.91]
При многостаночном обслуживании рабочий переходит с одного рабочего места на другое в течение каждого цикла работы. Условием такого вида обслуживания является возможность выполнения всех ручных и машинно-ручных операций на каждом рабочем месте за время машинно-автоматической работы на всех других обслуживаемых рабочих местах. Во избежание аварий и брака в случае, если рабочий не успевает вовремя подойти к станку, требуется применять устройства, автоматически останавливающие станок или подающие сигнал об окончании выполнения работы. Число рабочих мест, закрепляемых за рабочим принимают с учетом загрузки оборудования и величины оборотных заделов. [c.95]
На буровых установках с низким уровнем механизации, в частности, не оснащенных комплексом АСП, операции по транспортировке свечей относятся к категории ручных или машинно-ручных операций. Повышение их эффективности достигается известными методами обучения и производственного инструктажа членов буровой вахты. При этом совершенствуются трудовые приемы, маршруты движения рабочих и т. д. [c.177]
| Рис. 11. Зависимости машинного и машинно-ручного времени на спуско-подъемные операции | 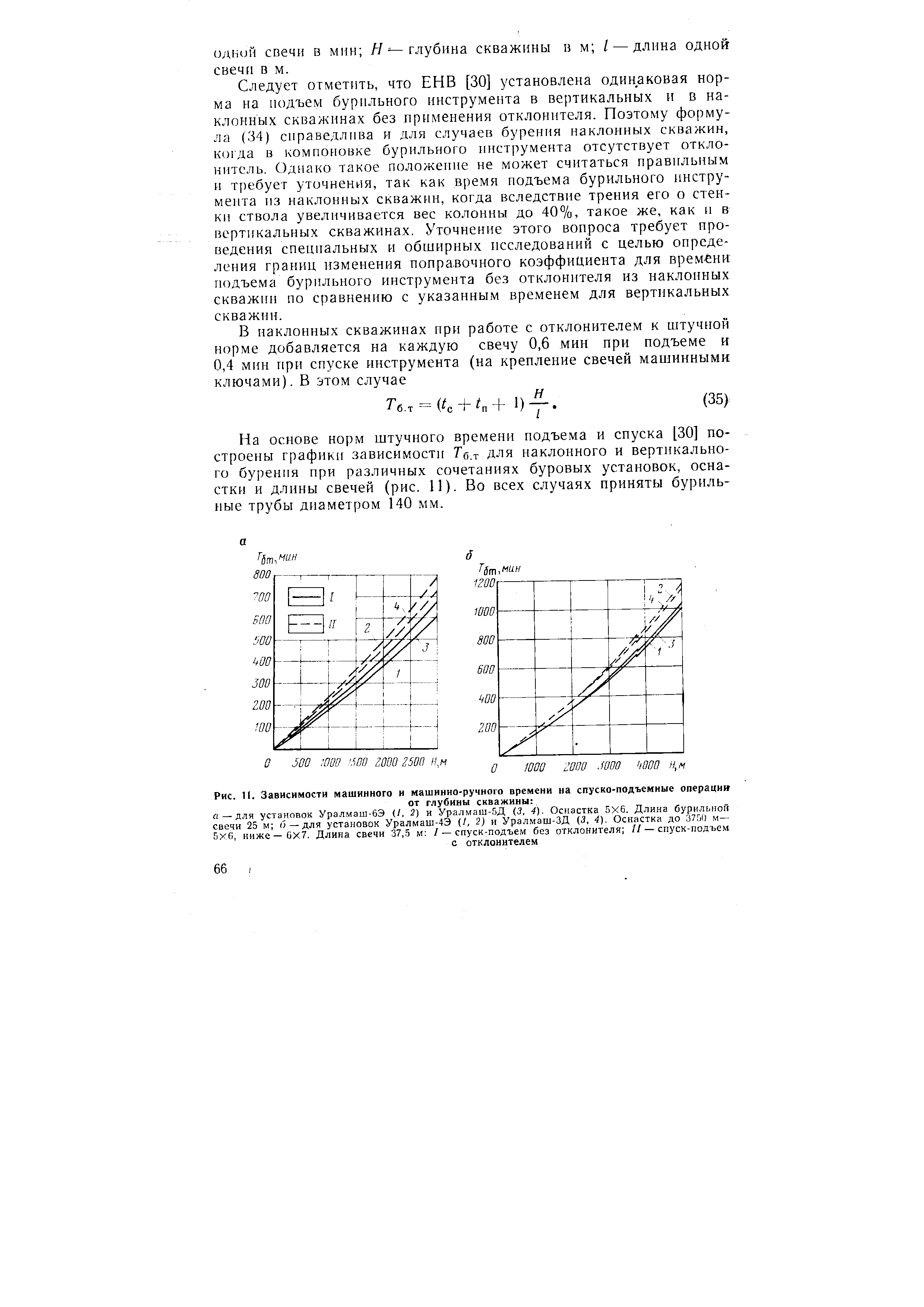 |
В зависимости от применяемых средств труда операции подразделяются на ручные, машинно-ручные, машинные, автоматизированные, аппаратурные. [c.103]
При большом удельном весе ручных и машинно-ручных операций на поточной линии предварительная синхронизация проводится в основном путем расчленения на операции или соединения отдельных переходов в операции. При закреплении переходов за рабочими местами необходимо учитывать следующие требования операции должны включать такие переходы, которые не нарушают технологическую последовательность изготовления изделия время выполнения каждого перехода до синхронизации и время выполнения операций после синхронизации должно быть меньше такта поточной линии или равно ему (в противном случае необходимо организовать работу на рабочих местах- дублерах) переходы в процессе оптимизации должны быть распределены так, чтобы каждый переход был включен только в одну операцию. [c.133]
Хронометрам — метод изучения затрат рабочего времени многократно повторяющихся ручных и машинно-ручных элементов операции путем их наблюдения и измерения. Хронометраж используется для расчета и уточнения действующих норм труда проверки норм, установленных расчетным путем изучения передового опыта с целью его распространения. Применение хронометража экономически оправдано только в крупносерийном и массовом производстве из-за большой трудоемкости его проведения. [c.195]
Увеличение высоты вышки с 42 до 53 м и работа свечами длиной 37,5 м вместо 25 м позволяет значительно сократить вр мя машинно-ручных операций в процессе спуско-подъема инструмента, облегчить труд буровой бригады, повысить культуру производства. [c.104]
Спуско-подъемные операции — наиболее трудоемки в процессе бурения скважин. На них затрачивается значительно больше времени, чем на непосредственное разрушение пород. При спуске и подъеме бурильных труб половина времени затрачивается на ручные и машинно-ручные работы. При организации процесса спуска и подъема инструмента проблема их облегчения и ускорения должна решаться на основе оснащения буровой элементами механизации и автоматизации, в частности автоматами спуско-подъемных операций (АСП), освоения каждым рабочим рациональных приемов труда, четкого распределения функций между рабочими и согласованного их выполнения, правильного расположения инструментов на рабочем месте, содержания рабочего места в чистоте. Во внедрении более рациональных приемов и методов выполнения спуско-подъемных операций большое значение имеет производственный инструктаж вахт непосредственно на рабочем месте. Его осуществляет буровой мастер или специальные инструкторские вахты кроме того, составляют специальные инструктивные карты передовых приемов работы при спуско-подъемных операциях. Практика показывает, что инструктаж дает возможность повысить производительность труда на этих операциях на 8—30%. [c.102]
Основное время затрачивается непосредственно на изменение размеров, формы или качественного состояния предмета труда, т. е. на выполнение основных операций по производству продукции или какой-либо работы. В зависимости от особенностей производства основные процессы (а соответственно и затраты времени) классифицируются на машинные, аппаратурные, машинно-ручные и ручные. [c.158]
Хронометраж — это вид наблюдений, при помощи которого изучают оперативное время (основное и вспомогательное) часто повторяющихся элементов операций. Замеры времени проводят с точностью до 1 с. Основное назначение хронометража — исследование затрат времени на выполнение отдельных приемов ручной и машинно-ручной работы в целях разработки нормативов времени для проектирования нормы оперативного времени на операцию в целом. Время на подготовительно-заключительные, случайные и непроизводительные работы, а также простои хронометражем не изучают. Хронометраж обычно используют для проверки норм времени, установленных расчетным путем, для выяснения причин невыполнения норм отдельными рабочими или вахтами, а также для изучения методов работы передовиков и новаторов производства с целью их распространения. [c.170]
Нормирование спуско-подъемных операций бурильного инструмента предусматривает расчленение их на приемы. В зависимости от метода выполнения приема затраты времени относят к машинному, машинно-ручному или ручному. [c.176]
Приемы, составляющие операцию, относятся к ручным, машинно-ручным и чисто машинным. Нормативы времени на ручные и машинно-ручные приемы устанавливают на основании данных хронометражных наблюдений и замеров времени на выполнение этих приемов. [c.179]
Спуско-подъемные операции нормируют на основе единых норм времени (ЕНВ) на бурение скважин на нефть и газ и другие полезные ископаемые. При этом операции расчленяют на приемы и в зависимости от ме"ода выполнения приема затраты времени относят к машинному, машинно-ручному или ручному. [c.181]
Расчленяем процесс на операции и укрупненные комплексы приемов на основе анализа фактических условий труда и применяемых нормативов. Для машинного способа изготовления стержня весь процесс можно разделить на две операции формовку стержня па машине, которая включает следующие укрупненные комплексы приемов формовку стержня, наполнение стержневого ящика смесью, машинно-ручные приемы, подачу стержня на отделку отделку стержня вручную, которая включает отделку стержня, окраску стержня. [c.143]
Любой производственный процесс состоит из ряда технологических операций - частей, элементарных действий (работ) по преобразованию предмета труда и получению необходимого результата. Операции делятся на ручные, машинные, машинно-ручные и [c.82]
Основное время бывает различным по своему характеру машинное время — часть операции, выполняемая рабочей частью технологического оборудования без непосредственного участия рабочего, хотя и при активном его наблюдении машинно-ручное время — часть операции, выполняемая каким-либо механизмом с участием рабочего (например, при работе на станках с ручной подачей) ручное время — время, затрачиваемое на работу, выполняемую рабочим без участия механизма или при помощи несложных средств производства (например, при слесарно-сборочных работах). [c.191]
Указанные две категории труда могут быть дополнены такими разновидностями, как машинно-ручной труд, где основная операция выполняется машиной, а некоторые вспомогательные, связанные с непосредственной работой машины, вручную (работа такелажников при подъемных кранах, работа на некоторых видах металло-я деревообрабатывающих станках и др.) автоматизированный труд, в котором все операции выполняют без воздействия рабочего, следящего лишь за правильностью и стабильностью работы машины аппаратные процессы, в которых используют воздействие [c.194]
Технико-тех Техника а технология производства нологические факторы Ввод новых машин, агрегатов, станков ввод автоматических линий модернизация действующего оборудования замена установленного оборудования более производительным механизация и автоматизация производственных процессов, улучшение режимов обработки перевод операций с ручной обработки на станочную изменение последовательности операций, их совмещение и отмена отдельных приемов уменьшение припусков на обработку применение точных методов литья применение высокопроизводительных инструментов и приспособлений внедрение сварных конструкций [c.163]
Нормативами времени называются регламентированные затраты времени на выполнение отдельных элементов, входящих в состав операций. Они служат для нормирования ручных и машинно-ручных работ и включают нормативы основного времени (при ручных работах) вспомогательного времени оперативного времени подготовительно-заключительного времени времени обслуживания рабочего места времени на отдых и личные надобности. [c.147]
На основании анализа определяются состав операции и продолжительность выполнения отдельных ее элементов. После этого устанавливается оперативное время выполнения операции или исходные данные для разработки нормативов на ручные и машинно-ручные работы. [c.178]
Нормативы времени — это регламентированные затраты времени на выполнение отдельных трудовых действий или операцию в целом. Они являются исходными для установления норм времени и предназначены для нормирования ручных и машинно-ручных работ, приемов ручной работы по управлению и обслуживанию оборудования. В основе их разработки лежит тот факт, что технологически однородные операции состоят из определенного набора однотипных элементов, совокупность и сочетание которых в каждом конкретном случае определяют содержание операции. Это позволяет в технологически однородных операциях выделить типовые элементы и определить затраты времени на их выполнение. [c.203]
В мануфактурных мастерских упрощались трудовые операции, специализировался инструмент, готовились кадры искусных рабочих (которые, правда, страдали от однобокого развития их способностей). Все это способствовало последующей замене ручных операций машинной технологией. [c.79]
Операции бывают ручными, машинно-ручными, машинными, автоматическими и аппаратурными. [c.35]
Оперативное время — время непосредственного выполнения технологической операции. Включает основное и вспомогательное время. Основное (технологическое) время — время, в течение которого реализуется технологическая цель работы (формообразование, изменение состояния, качества, свойств предмета труда). Может быть ручным, машинным, машинно-ручным. Вспомогательное время—время на действия, обеспечивающие выполнение основной работы (установка и съем детали, подвод-отвод инструмента, пуск и остановка станка, измерение детали). Может быть ручным, машинным и машинно-ручным. [c.163]
Рост времени СПО связан с недостаточной обученностью членов вахты. Здесь, в отличие от информационного фактора, имеются в виду те операции, где главную роль играют тренированность, умение, сноровка, навык. Примерами таких операций могут служить управление ключом АКБ-30, механизм захвата, подъема и расстановки свечей выполнение ручных и машинно-ручных операций и т. д. [c.185]
Фактические коэффициенты устойчивости (Ку(Тф) сравнивают с нормативными (Куп-.н), которые определяют по специальной таблице в зависимости от типа производства, продолжительности элементов операции и способа выполнения работы (ручная, машинно-ручная, механизированная). Если К>Чтф меньше или равен Куст.н, то хронометражный ряд считается устойчивым, а наблюдение проведено правильно. Если же Кустф больше Куст.н, то ряд неустойчив и надо исключить минимальное или максимальное значение продолжительности элемента операции. Если и после этого хронометражный ряд будет неустойчивым, то наблюдение следует повторить. [c.109]
Синхронизация представляет собой процесс выравнивания длитель-но> гги операции технологического процесса согласно такту поточной ли-ни д. Время выполнения операции должно быть равно такту линии или кратно ему. Синхронизация проводится в два этапа предварительная — при проектировании линии и окончательная — при наяадке действующей линии или ее перестройке на выпуск новой продукции. Предварительная синхронизация проводится путем выделения на линии дублирующих рабочих мест, перераспределения переходов смежных технологических операций при ручных или машинно-ручных работах, внедрения высокопроизводительной оснастки и т. д. Окончательная синхронизация производится на действующей поточной линии на основе дополнительного перераспределения переходов смежных технологических операций, [c.132]
Спуско-подъемные операции, занимающие около 30% прсиз-водительного времени проводки скважин, содержат до 60% тяжелых ручных и машинно-ручных операций. [c.100]
Для всех инструментов при обработке глухих отверстий установлены максимальные величины допустимых подач. Подрезка торцов, зенкование и зацентровка предусмотрены при ручной подаче, поэтому в общемашиностроительных нормативах (карта 67) приведено машинно-ручное время на эти переходы (операции) [5]. [c.80]
Общей тенденцией технического прогресса в машиностроении является переход от ручных и машинно-ручных процессов к механизированным и автоматизированным процессам. Этому способствует постоянное совершенствование производственной структуры машиностроительных предприятий и связанное с ним углубление специализации, внедрение предметно-замкнутых и специализированных цехов, участков, линий, что создает условия для широкого распространения поточных методов производства с применением средств механизации и автоматизации. Происходит все большая концентрация технологических операций с внедрением агрегатных, многоинструментальных, многошпиндельных автоматов и полуавтоматов, широким применением автоматических линий, увеличивается использование станков, работа которых основана на принципиально новых методах обработки (электроискровый, электроимпульсный, электроконтактный и т. п.), а также станков с числовым программным управлением, создаются на этой базе комплекты высокопроизводительного металлообрабатывающего оборудования, управляемого с помощью ЭВМ постепенно сужается обработка резанием за счет внедрения методов точного литья, ковки и штамповки, чему способствует все нарастающее внедрение автоматизированных литейных и кузнечно-прессовых машин, обеспечивающих получение точных заготовок. [c.18]
Рабочие места классифицируют по определенным признакам по признаку разделения труда - индивидуальные и коллективные (бригадные) по числу обслуживаемых машин - одностаночные (одноагрегатные) и многостаночные (многоагрегатные) по степени подвижности - стационарные (постоянные), например, у токаря, фрезеровщика, и подвижные (периодически меняющиеся, непостоянные), например, у смазчика, слесаря-ремонтника, электрика по степени механизации выполняемых работ - ручные, машинно-ручные, механизированные и аппаратурные в зависимости от типа производства и повторяемости выполняемых операций - с единичным, серийным и массовым характером производства по степени специализации - специализированные и универсальные. [c.67]