| Рис. 0.6. Оптимальная партия изделий | 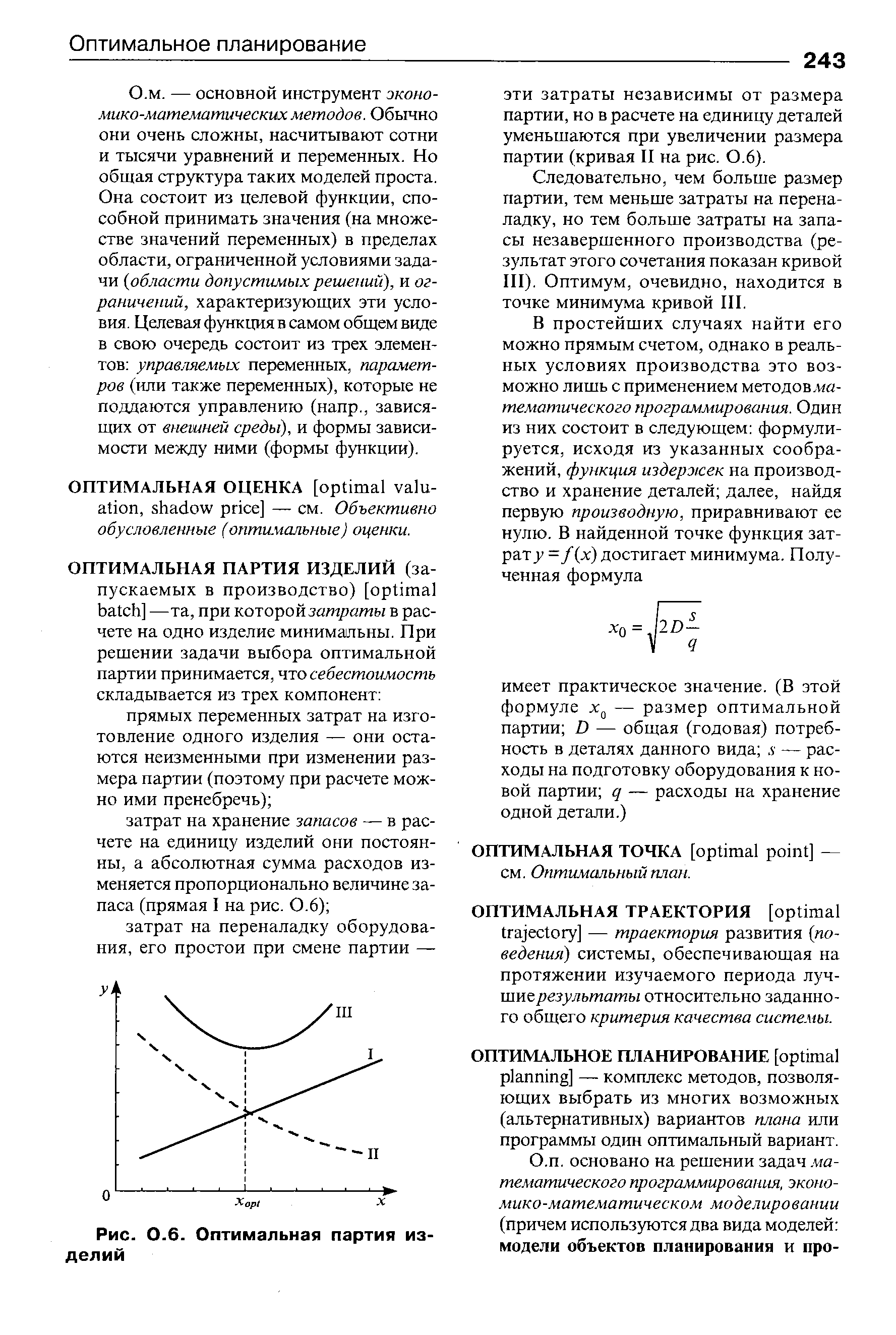 |
Оптимальная партия изделий — партия, при которой затраты в расчете на одно изделие минимальны. [c.104]
ОПТИМАЛЬНАЯ ПАРТИЯ ИЗДЕЛИЙ [c.160]
Партией называется количество одновременно запускаемых в обработку деталей, сборочных единиц, изделий одного наименования с однократной затратой подготовительно-заключительного времени. Для заготовительных и обрабатывающих цехов определяется размер партии деталей, для сборочных — партии изделий. Оптимальный размер партии определяется по наиболее трудоемкой и характерной для технологии обрабатываемой детали, сборочной единицы или изделия операции, называемой ведущей. [c.260]
При расчете оптимального размера партии изделий необходимо учитывать форму перехода от партии изделий одного наименования к партии изделий другого наименования со сменой изделий с переходящими заделами и без них до полной выработки задела. [c.261]
С позиций организации энергомашиностроительного производства особое значение имеет разработка календарно-плановых нормативов длительности цикла изготовления энергооборудования размера оптимальных партий запуска одинаковых предметов труда (деталей, узлов) длительности цикла обработки каждой партии, сборки и испытаний изделий времени опережения в обработке деталей и узлов энергооборудования различными производственными участками и цехами. [c.225]
Таким образом, только в определенных случаях оптимизация размера партии обрабатываемых деталей может приводить к повышению эффективности выполнения производственных процессов изготовления изделий. Для этого необходимо, чтобы время изготовления партии деталей входило в структуру длительности производственного цикла изготовления серии изделий, а размер оптимальной партии был меньше или кратен производственной программе данных деталей. Изготовление таких партий должно осуществляться параллельно. При этом условии длительность производственного цикла изготовления партии деталей может быть сокращена за счет уменьшения ее размера, что приведет к росту эффективности использования оборотных средств. Когда оптимальный размер партии равен программе выпуска [c.35]
Повышение эффективности производства на машиностроительных заводах требует воздействия не только на время процесса производства, но и на уровень эффективности использования трудовых ресурсов и производственных фондов. Формула (3) предопределяет время процесса производства оптимальной серии изделий и позволяет решать экономическую проблему повышения интенсивности использования ресурсов и оборудования, применяемых при изготовлении изделий. Оптимальный размер серии может быть принят в качестве одного из основных нормативов оперативного планирования изготовления изделий на заводах с серийным характером производства. Оптимальный размер серии изделий должен быть основой для определения локальных нормативов, используемых в оперативно-календарном планировании частичных процессов размера партий, опережений, длительности производственных циклов выполнения частичных процессов и т. д. [c.37]
Оптимальные размеры серий изделий являются исходной базой для расчета важнейших календарно-плановых нормативов партии деталей, длительности производственного цикла обработки партии деталей и серии изделий, опережений запуска — выпуска, оптимальной очередности запуска в производство серий изделий, календарных планов-графиков работы производственных участков и рабочих мест. Оптимальные размеры серии изделий необходимы и для определения нормативных заделов незавершенного производства (рис. 7). Оптимизация размеров серий выпускаемых изделий оказывает непосредственное влияние на эффективность всей системы оперативно-производственного планирования. Следует подчеркнуть, что предлагаемая в научной литературе система календарно-плановых нормативов по своему составу и по методам расчета отличается от нормативов, применяемых на практике в настоящее время [56 87]. Необходимость разработки новых методов расчета нормативов оперативно-производственного планирования обусловлена тем, что использование традиционных методов решения задач оперативного планирования не дает существенного эффекта в повышении его действенности, не обеспечивает устранения назревшего противоречия между существующим уровнем организации производства и его технической оснащенностью, не оказывает непосредственного воздействия на конечные результаты. В этих условиях более перспективно использование новых подходов в решении задач планирования и организации производства. К числу таких задач прежде всего следует отнести расчеты оптимальных серий изделий и минимизацию совокупного производственного цикла изготовления всех серий изделий, включенных в производственную программу на каждый календарный период. Вокруг их образовался целый комплекс новых календарно-плановых расчетов, охватывающих все [c.43]
Рассмотрим этот вопрос на примере изготовления серий электрических машин на двух машиностроительных предприятиях. В качестве исходной информации для проведения необходимых расчетов используются основные календарно-плановые нормативы оптимальные размеры серий изделий и партий деталей, длительности производственных циклов изготовления оптимальных серий изделий, значения периодов запуска — выпуска. На основании этой информации рассчитаны перспективные варианты очередности запуска в производство серий изделий и определены значения совокупной длительности производственного цикла для каждого варианта. [c.132]
Расчеты, проведенные по одному из цехов завода № 2, показали, что за счет рационального, научно обоснованного планирования заделов, в частности определения их размеров на основе оптимальных партий деталей и оптимальной очередности запуска изделий в производство, можно уменьшить потребность в оборотных средствах на незавершенное производство по цеху на 40% по сравнению с существующим положением. Уменьшение вложений оборотных средств в незавершенное производство обеспечивает выпуск запланированного объема продукции с меньшей величиной оборотных средств, а следовательно, существенно повышает эффективность их использования ускоряется оборачиваемость нормируемых оборотных средств, увеличивается реализация продукции на 1 руб. оборотных средств, наблюдается рост прибыли на 1 руб. оборотных средств. Это положительно скажется на конечных результатах производственной деятельности предприятий, а именно повысит рентабельность производства, позволит высвободить из оборота значительные денежные ресурсы, которые могут быть направлены на расширение производства, выпуск дополнительной продукции, будет способствовать существенному повышению эффективности машиностроительного производства. [c.142]
Однако интересы различных структурных подразделений разные. Например, руководители отдела маркетинга заинтересованы в увеличении доли рынка и в связи с этим в высоком уровне запасов, так как только при таком условии можно будет обеспечить ритмичность, надежность и регулярность поставок минимально необходимого потребителям количества товаров, т.е. добиться высокого качества обслуживания клиентуры. Отдел производства с целью избежать возможных срывов поставок выступает также за высокий уровень запасов, но одновременно снижается другой показатель уровня обслуживания — выполнения индивидуальных заказов, на которое отдел неохотно идет поскольку затраты производства растут при уменьшении размеров партий изделий и увеличении числа переналадок в технологическом процессе. Финансовые и контролирующие подразделения стремятся к сокращению объема запасов, а транспортный отдел требует большего объема однократно поставляемых грузов (при этом нарушается ритм поставок, увеличиваются объемы складских запасов и у поставщиков, и у клиентуры). Отдел снабжения с быта заинтересован в их сокращении, но это приводит к снижению степени надежности работы всей сети сбыта, производства и в конечном счете к ослаблению конкурентных позиций фирм. Специалисты же в области логистики, будучи менеджерами по управлению материальными потоками, занимают компромиссную позицию и пытаются найти и удержать оптимальный баланс затрат, запасов и качества обслуживания. Таким образом, логистика вносит принципиальные изменения в само существо оптимизации, приближая его содержание к тому, какое имело место в советской плановой системе. [c.41]
Политика экономически оптимальной партии заказа (EOQ). В соответствии с этой политикой всегда генерируется фиксированный по величине заказ, равный экономически оптимальному. Это приводит к изготовлению/поставке лишнего количества компонентов, которое формирует запас. Эта политика наиболее приемлема при работе с дешевыми изделиями и материалами и/или в ситуациях, когда затраты на переналадку велики, а сам компонент является модулем достаточно широкого применения. [c.486]
Установление норм и нормативов организации производства имеет своими объектами длительность производственного цикла размер оптимальных партий деталей и серий изделий раз- [c.240]
Среди календарно-плановых нормативов важное место принадлежит расчетам размеров оптимальных партий запуска-выпуска деталей, узлов, изделий. Величина партий оказывает влияние на длительность производственного цикла, периодичность запуска, размеры запаса в незавершенном производстве. Для определения оптимальных размеров партий деталей применяются различные методы расчетов в зависимости от типа производства и состава оборудования. Общим принципом расчета величины партии является кратность подачи комплектов (узлов) исходя из среднедневной потребности сборочных цехов. Этим обеспечивается выпуск готовой продукции равными партиями. Среднедневная потребность в деталях определяется по формуле [c.283]
Оптимальный размер партии изделий определяется по формуле [c.14]
Оптимальный размер партии изделий должен быть кратным месячной программе и удовлетворять требованию [c.14]
ОПТИМАЛЬНАЯ ПАРТИЯ (оптимальные размеры партии обработки) — такое количество деталей, изготовляемых с 1 наладки производственного оборудования, к-рое обеспечивает наиболее экономичные условия произ-ва данной детали. Надобность в установлении оптимального размера партии возникает при периодич. повторении работы над определенной номенклатурой чередующихся изделий или деталей (работ), т. е. в крупносерийном произ-ве или при изготовлении унифицированных деталей в мелкосерийном. Принимаемая (оптимальная) величина партии определяет периодичность их обработки. [c.111]
Рассчитываем оптимальный (нормальный) размер партии изделий (формула (2,72)) [c.68]
При использовании новых технологий, например гибких производственных систем или автоматических поточных линий, в значительной мере решается проблема переналадки оборудования. Работа машин и оборудования программируется таким образом, что они самостоятельно и быстро переналаживаются на изготовление партий изделий. Одновременно решается проблема оптимального размера партии и очередности изготовления разных изделий изделия производятся любыми партиями и в любой очередности. [c.275]
В организации производства под партией понимается количество одновременно запускаемых на сборку или выпускаемых готовых изделий. В тех случаях, когда при относительно небольшой трудоемкости объем выпуска отдельных изделий невелик, т.е. исчисляется несколькими штуками, размер партии изделий устанавливают равным годовому заданию. Если же количество одноименных изделий, планируемых к выпуску по годовой программе завода, достаточно велико, то его следует дробить на несколько партий, приурочивая их изготовление к различным кварталам и месяцам на протяжении года. При этом возникает задача определения экономически целесообразного размера партии. Она совпадает, по существу, с задачей распределения годового объема производства каждого вида изделия по месяцам и предполагает нахождение оптимального сочетания месячных заданий по разным изделиям для достижения равномерной загрузки парка оборудования и рационального использования трудовых ресурсов. [c.202]
Пример. Пусть ежегодная потребность Р = 900 изделий, стоимость доставки изделий С = 45 ед. за изделие, расходы на содержание изделий на складе (в процентах к стоимости изделия) К = 25 %, расходы на оформление заказа составили 50 ед. на заказ, время на поставку Л = 10 дней. Используя формулу (14.9), можно определить оптимальную партию поставок [c.351]
К числу задач по составлению оптимального плана загрузки оборудования, обеспечивающего, в конечном счете, наибольший объем выпуска в заданном ассортименте, относятся и некоторые другие частные задачи, например расчет производственной мощности на базе оптимального использования рабочих размеров оборудования в производстве изделий из резины, пластмасс. Дополнительный возможный выпуск продукции по оптимальному плану загрузки одинакового или одного и того же оборудования по сравнению с другими вариантами достигается за счет наиболее рационального подбора состава партии однородной продукции, обрабатываемой при одинаковом технологическом режиме. Это обеспечивает наиболее полное использование емкости оборудования и, соответственно, наибольшую его производительность и производственную мощность. [c.171]
Задача выбора оптимального размера партии деталей, сборочных единиц, изделий может быть решена на основе экономико-математических методов. При определении размера партии необходимо учитывать ее влияние на производительность труда (а значит, и себестоимость продукции), длительность производственного цикла, величину заделов, ритмичность производства и равномерность выпуска продукции. [c.261]
Имея учетные данные об ограниченной себестоимости и суммах покрытия (маржинальном доходе) по изделиям, можно решать такие управленческие задачи, как оптимизация ассортимента выпускаемой продукции при наличии узких мест, целесообразность принятия дополнительного заказа по ценам ниже обычных, производить комплектующие самим или закупать на стороне, определение оптимального размера партии или серии деталей (продуктов), выбор и замена оборудования и др. [c.495]
В зависимости от количества изделий в партии цикл, среднее время изготовления деталей, размер незавершенного производства и коэффициент использования фонда времени станка меняются следующим образом (табл. 16-4). Из данных табл. 16-4 видно, что оптимальным вариантом является партия деталей в 50—100 шт. Варианты до 50 шт. деталей предполагают высокую трудоемкость и себестоимость при одинаковом размере средств, связанных в незавершенном производстве. В вариантах свыше 100 шт. деталей резко увеличивается производственный цикл, повышается иммобилизация средств в незавершенном производстве. [c.249]
ОПТИМАЛЬНАЯ ПАРТИЯ ИЗДЕЛИЙ (запускаемых в производство) [optimal bat h] —та, при которой затраты в расчете на одно изделие минимальны. При решении задачи выбора оптимальной партии принимается, что себестоимость складывается из трех компонент [c.243]
ЗАДАЧА О КОММИВОЯЖЕРЕ (travelling salesman problem) — задача программирования математического, состоит в отыскании оптим маршрута для коммивояжера, который должен объехать все порученные ему пункты и вернуться назад за кратчайший срок или с наименьшими затратами на проезд Алгоритмы 3 о к используются при разработке маршрутов автотранспорта (при кольцевых рейсах), для расчета оптимальной партии изделий, [c.69]
МЕТОД МИНИМАЛЬНЫХ ОБЩИХ ЗАТРАТ (least total ost) — метод расчета оптимальной партии изделий, запускаемой в произ-во По этому методу производится сравнение затрат на переналадку оборудования и затрат на формирование и хранение запасов разл партий В качестве оптим выбирается та партия, для которой затраты по обеим группам или совпадают, или почти равны См также Метод минимизации затрат в расчете на одно изделие в партии [c.139]
МЕТОД МИНИМИЗАЦИИ ЗАТРАТ В РАСЧЕТЕ НА ОДНО ИЗДЕЛИЕ В ПАРТИИ (least unit ost) — способ определения оптимальной партии изделий, запускаемой в произ-во Заключается в расчете суммы транспортно-заготовительных расходов и затрат на формирование и хранение запасов для каждой партии и делении этой суммы на кол-во изделий Оптим является та партия, в которой частное от деления миним См также Метод минимальных общих затрат [c.139]
Коэффициент К30 характеризует среднее время выполнения одной операции или совокупности схожих операций при групповой технологии. Следовательно, он связан с размером партии изделий, которая изготовляется непрерывно на каждой операции. Изменение размера партии, в свою очередь, сказывается на длительности производственного цикла и величине незавершенного производства. Наличие как увеличивающихся, так и уменьшающихся затрат при однонаправленном изменении КЗЛ свидетельствует о необходимости поиска оптимальной величины АЗ.О. [c.71]
Характеристика работ. Ведение процесса нанесения износостойких, декоративных и защитных покрытий из нитридов, боридов. карбидов и других материалов методом ионного напыления на инструмент, детали, изделия, изготовленные из инструментальных и конструкционных сталей, и на кристаллы алмазов в вакуумной установке с пульта управления Выбор оптимальных режимов работы оборудования. Нанесение покрытий на опытные партии изделий с целью отработки технологии. Установка и регулировка измерительного блока Подна.тадка обслуживаемого оборудования. Ремонт отдельных механизмов и узлов обслуживаемого оборудования. [c.137]
Необходимо построить веерную схему изделия А определить оптимальный размер партии изделий установить удобопланируемый ритм определить длительность операционного цикла партии изделий по сборочным единицам рассчитать необходимое число рабочих мест построить цикловой график сборки изделия А закрепить операции за рабочими местами исходя из коэффициента их загрузки построить цикловой график сборки изделия с учетом загрузки рабочих мест рассчитать опережение запуска-выпуска сборочных единиц изделия определить длительность производственного цикла сборки партии изделий. [c.16]
Месячная программа выпуска составляет 10000 шт. Число рабочих дней в месяце - 20. Режим работы участка - односменный. Время на плановые ремонты рабочих мест составляет 3 % продолжительности смены. Определить оптимальный размер партии изделий установить удобопла-нируемый ритм запуска партий изделий построить цикловые графики сборки шасси без учета загрузки рабочих мест и с учетом загрузки рассчитать опережение запуска-выпуска партий изделий определить длительность цикла сборки шасси радиоприемника. [c.19]
В Отчетно1М докладе ЦК КПСС XXV съезду партии отмечено, что особая ответственность ложится на отрасли, призванные обеспечить все сферы народного хозяйства современными машинами и оборудованием, на машиностроение... Одновременно должна улучшиться, стать более гибкой и восприимчивой к техническим новшествам его структура. Это требует повышенного внимания к развитию станкостроения, приборостроения, электротехнической и электронной промышленности 1. Разработка современной электронной аппаратуры на высоком науч-но-техническом уровне, выбор из ряда возможных конструкций оптимального варианта, обеспечивающего получение максимального эффекта при минимальных затратах, а также дальнейшее расширение сферы применения изделий электронной техники и повышение эффективности их использования в значительной степени зависят от качества экономической подготовки инженеров. Выпускники высшей технической школы должны иметь не только глубокую общетехническую и специальную подготовку в избранном техническом направлении, но и достаточные экономические знания, чтобы квалифицированно в экономическом отношении решать задачи, которые ставятся перед ними на производстве. [c.3]
XXIV съезд нашей партии наметил большую программу повышения качества изделий, и в том числе предусмотрел Улучшить качество нефтепродуктов. Обеспечить производство в основном малосернистого дизельного топлива, высокооктановых бензинов, смазочных масел с высокоэффективными многофункциональными присадками, шире применять способы оптимального извлечения серы из нефтепродуктов. Существенно расширить производство ароматических углеводородов, малосернистого электродного кокса, сжиженных га- зов, нефтяного сырья для химической промышленности . [c.202]