СТРУКТУРА ДЛИТЕЛЬНОСТИ ПРОИЗВОДСТВЕННОГО ЦИКЛА [c.74]
Под структурой длительности производственного цикла принято понимать состав элементов времени, из которых складывается общее время пребывания предметов труда в процессе производства, начиная с момента их запуска в производство и кончая выходом их в готовом виде. [c.74]
В структуру длительности производственного цикла не входит время пребывания исходных материалов и покупных полуфабрикатов на материальных складах предприятия. В структуру не входит также продолжительность пребывания уже законченных изготовлением изделий на заводских складах готовой продукции в ожидании их отгрузки потребителям. Эти элементы времени учитываются и нормируются отдельно и не связаны с расчетами длительности производственных циклов. Определение структуры длительности цикла, т. е. [c.74]
В отличие от имеющихся классификаций, предлагаемая структура длительности производственного цикла (рис. 16) полностью удовлетворяет трем приведенным выше основным требованиям. При изучении длительности производственных циклов на ряде заводов с мелко- и среднесерийным типом производства с целью выявления резервов ее сокращения успешно использовалась представленная на рис. 17 упрощенная структура, которая была составлена на основе общей схемы, представленной на рис. 16. В единичном производстве изучение и анализ структуры длительности производственного цикла можно проводить еще более укрупненно, а в крупносерийном и массовом, наоборот, по более подробным схемам. [c.76]
Анализ фактических структур длительности производственных циклов различных деталей, узлов и изделий ряда металлообрабатывающих заводов с разными типами и формами организации производства позволил установить следующие среднеарифметические значения коэффициента резервных перерывов Кр3, который учитывает пролеживание предметов труда в межцеховых и внутрицеховых страховых заделах [c.89]
Анализ видов и разновидностей комбинированной формы движения предметов труда и структуры длительности производственного цикла показывает, что длительность цикла определяется многими обстоятельствами и тесно связана почти со всеми постоянными и временными факторами и условиями производства. [c.91]
Таким образом, только в определенных случаях оптимизация размера партии обрабатываемых деталей может приводить к повышению эффективности выполнения производственных процессов изготовления изделий. Для этого необходимо, чтобы время изготовления партии деталей входило в структуру длительности производственного цикла изготовления серии изделий, а размер оптимальной партии был меньше или кратен производственной программе данных деталей. Изготовление таких партий должно осуществляться параллельно. При этом условии длительность производственного цикла изготовления партии деталей может быть сокращена за счет уменьшения ее размера, что приведет к росту эффективности использования оборотных средств. Когда оптимальный размер партии равен программе выпуска [c.35]
Согласно Положению о социалистическом государственном производственном предприятии вышестоящая организация каждому предприятию утверждает только один показатель по оборотным средствам — их общий норматив, который предприятие исчисляет ежегодно на начало планируемого года. В пределах этого норматива предприятие производит прямой подсчет суммы оборотных средств по каждому элементу с учетом конкретных условий работы организационной структуры, длительности производственного цикла, периодичности расходования материальных ресурсов, отдаленности от поставщиков, условий снабжения и сбыта, периодичности поставок, вида транспорта, системы расчетов и др. [c.107]
Совершенствование организации производства в отрасли ведут по трем направлениям улучшение структуры технологических процессов, сокращение длительности производственного-цикла и улучшение производственной структуры предприятия. [c.24]
Партионный метод предполагает организацию выработки продукции отдельными партиями. Его применяют на предприятиях с большой номенклатурой продукции, где на одном и том же оборудовании вырабатывается несколько видов продукции. Для этого метода характерны перерывы в работе, изменения структуры производственного процесса и длительности производственного цикла при переходе с одной серии продукции на [c.32]
Анализ организационной целесообразности внедрения проектируемых способов и средств состоит в установлении возможности обеспечения с помощью их применения производства нужной продукции в требуемом объеме и в заданные (возможно короткие) сроки при существующей или намечаемой организационной структуре цехов и участков. В процессе этого анализа выявляются возможности использования проектируемых способов и средств сокращения длительности производственного цикла, обеспечения непрерывности и ритмичности производства и т. п. [c.5]
Например, потребность в оборотных средствах геологоразведочных предприятий зависит от объема производства, характера выполняемых работ, длительности производственного цикла (продолжительности комплекса геологопоисковых работ), условий и способов материально-технического снабжения и удаленности предприятий от поставщиков. Чем больший объем и большее число видов работ выполняется и чем чаще меняется их структура на протяжении года, тем больше, при прочих равных условиях, потребуется геологоразведочному предприятию оборотных средств. [c.210]
Отраслевые технико-экономические особенности. На содержание финансовых отношений и организацию финансовой работы хозяйствующих субъектов существенно влияют их отраслевая принадлежность, технико-экономические особенности. Отраслевая специфика влияет на состав и структуру производственных фондов, длительность производственного цикла, особенности кругооборота средств, источники финансирования простого и расширенного воспроизводства, состав и структуру финансовых ресурсов, формирование финансовых резервов и других аналогичных фондов. [c.286]
Финансы строительных организаций также имеют ряд существенных особенностей, обусловленных технико-экономическими особенностями строительного производства. Для строительного производства характерен длительный производственный цикл по сравнению с промышленностью, большой удельный вес незавершенного производства в составе оборотных средств. Потребность в оборотных средствах имеет большие колебания как по отдельным объектам, так и по технологическим циклам, что оказывает влияние на структуру источников финансирования оборотных средств. Осуществление строительства объектов в различных климатических и территориальных зонах определяет индивидуальную стоимость объектов и приводит к неравномерному поступлению выручки. Финансирование строительства осуществляется на основе сметной стоимости строительно-монтажных работ. Особенности ценообразования в строительстве определяют нормативный порядок планирования прибыли. [c.288]
Для практики поиска резервов важное значение имеет классификация их по факторам и условиям интенсификации и повышения эффективности хозяйственной деятельности. Научно-технический уровень производства и продукции включает резервы повышения прогрессивности и качества продукции и применяемой техники, степени механизации и автоматизации производства, технической и энергетической вооруженности труда, прогрессивности применяемых технологий, ускорения внедрения новой техники и мероприятий научно-технического развития. Структура и организация производства и труда включают такие резервы, как повышение уровня концентрации, специализации и кооперирования, сокращение длительности производственного цикла, обеспечение ритмичности производства и других принципов научной организации производства сокращение и полная ликвидация производственного брака обеспечение принципов научной организации труда повышение квалификации работников и ее соответствие техническому уровню производства. Повышение уровня управления и методов хозяйствования означает совершенствование производственной структуры предприятия, структуры органов управления им, повышение уровня плановой и учетно-контрольной работы, внедрение и развитие хозяйственного расчета во всех подразделениях, как производственных, так и управленческих, и т.д. Значительные резервы таятся в улучшении социальных условий работы и жизни трудового коллектива, состояния промышленной эстетики и культуры производства, бережном отношении к природе и рациональном использовании природных ресурсов, в совершенствовании внешнеэкономических связей предприятия. [c.261]
Для практики поиска резервов важное значение имеет классификация их по факторам и условиям интенсификации и повышения эффективности хозяйственной деятельности. Научно-технический уровень производства и продукции включает в себя резервы повышения прогрессивности и качества продукции и применяемой техники, степени механизации и автоматизации производства технической и энергетической вооруженности труда, прогрессивности применяемых технологий, ускорения внедрения новой техники и мероприятий научно-технического развития. Структура и организация производства и труда включают такие резервы, как повышение уровня концентрации, специализации и кооперирования, сокращение длительности производственного цикла, обеспечение ритмичности производства и других принципов научной организации производства сокращение и полная ликвидация производственного брака обеспечение принципов научной организации труда повышение квалификации работников и ее соответствие техническому уровню производства. Повышение уровня управления и методов хозяйствования означает совершенствование производственной структуры предприятия, структуры органов управления им, повышение уровня плановой и учетно-конт-рольной работы и т. д. [c.238]
Предметная структура позволяет организовать конвейерное производство, расставить оборудование по ходу технологического процесса, применить высокопроизводительное оборудование и компьютерную технологию, которые способствуют сокращению пути движения деталей, упрощают и удешевляют межцеховую транспортировку продукции, способствуют сокращению длительности производственного цикла. [c.328]
Длительность пребывания предметов труда в производстве (длительность производственного цикла) зависит от ряда факторов. Прежде всего это входящие в ее структуру величины, которые сами являются производными и зависят от типа производства, режима работы завода (цеха, участка), от организации производства. [c.9]
| Рис. 17. Упрощенная структура длительности производственного 1 цикла | 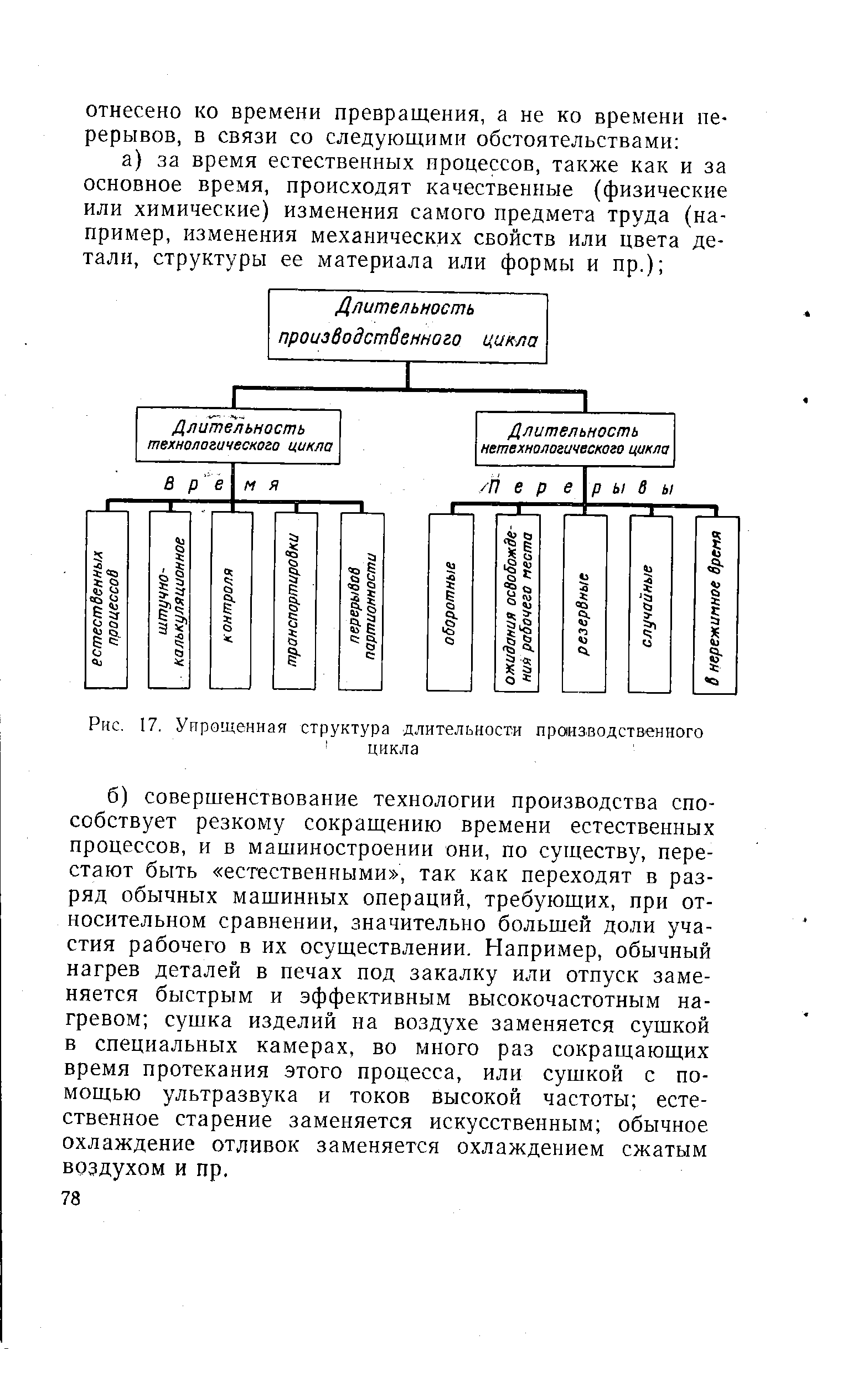 |
Продолжительность цикла изготовления изделия может быть определена только по заводу в целом. На заводах практикуется также расчет длительности производственного цикла по цеху и даже по участку. Разумеется, это цикл производства детали или узла, а не изделия. Структура производственного цикла по заводу отличается от его структуры по цеху или участку тем, что в составе первого больший удельный вес имеют потери времени от пролеживания предметов труда на межцеховых складах и осуществления нетехнологических операций контроля, транспортировки и т. д. [c.10]
Основным технико-экономическим показателем производственного цикла является его длительность (Тц). Оценивая значение этого показателя, следует отметить, что он характеризует уровень организации производства во времени только для данного вида продукции. Расчет средней длительности производственного цикла по отношению среднего объема незавершенного производства к объему выпущенной продукции имеет слишком ориентировочный характер и не может быть использован ни в целях контроля за рациональной структурой цикла, ни для оперативно-производственного планирования. [c.58]
Приблизительно 70—80% длительности производственного цикла приходится не на технологические операции, а связана с пролеживанием деталей на складах, в кладовых, на рабочих местах, с транспортировкой, техническим контролем и т. д. С помощью сравнительного анализа могут быть обоснованы предложения по внедрению современных транспортных средств, обеспечивающих быстрое и непрерывное передвижение деталей и заготовок от одного рабочего места (участка) к другому совмещению операций технологического контроля и технологических операций, общему ускорению операции технического контроля путем применения скоростных методов, улучшения его организации, нормирования этих процессов, внедрения стимулирующих положений закрепление деталей-операций за рабочими местами, внедрению групповой технологии, что в несколько раз сокращает межоперационные ожидания приближению размеров запускаемых партий деталей к нормативным, позволяющему значительно уменьшить число наименований деталей, которые непрерывно находятся в производстве, что сокращает время пролеживания деталей обеспечению комплектности строго рассчитанных заделов сокращению несоответствий между структурой производственного оборудования и структурой производственной программы (этот вопрос уже частично рассматривался в связи со сравнительным анализом использования основных фондов) и др. [c.135]
Исследования показали, что изменения, о которых шла речь, касаются внутренних элементов структуры нарастания и связывания оборотных средств в незавершенном производстве. Они характеризуют различную степень интенсивности потребления оборотных средств в течение производственного цикла изготовления серии изделий. Неизменными во всех случаях остаются такие величины, как себестоимость партии деталей и срок окончания изготовления изделия. При изготовлении партий деталей по поздним срокам начала работ могут создаться условия, при которых оборотные средства вовлекаются в производственный процесс изготовления изделия в различные периоды, но эти условия не определяются размером партии деталей. Таким образом, размер партии оказывает влияние на характер нарастания затрат, проявляющийся в том, что может меняться период времени, в течение которого происходит связывание средств. А это, в свою очередь, определяет степень интенсивности их потребления на интервале длительности производственного цикла обработки партии деталей. Его можно назвать активным периодом. Затем наступает пассивный период связанные в незавершенном производстве оборотные средства пролеживают до момента окончания изготовления изделия, после чего покидают сферу производства. Следовательно, можно говорить о том, что размер партии изготавливаемых деталей не определяет ускорения оборачиваемости оборотных средств и высвобождение их из оборота. Неправильно утверждать, что оборотные средства связываются только на интервале длительности производственного цикла изготовления партии деталей, и на основании этого делать вывод о влиянии размера партии на величину оборотных средств, связанных в незавершенном производстве. [c.33]
Следовательно, в процессе изготовления изделий существуют частичные процессы, сокращение времени выполнения которых не приводит к сокращению длительности производственного цикла изготовления изделий. Сокращение же времени выполнения других частичных процессов, входящих в состав длительности производственного цикла изготовления изделия, влечет за собой сокращение последнего. Экономическая роль длительности производственного цикла выполнения частичных процессов, не образующих длительности цикла изготовления изделия и образующих ее, не одинакова в решении проблемы повышения эффективности производства, различна и структура этих циклов. Если в длительность производственных циклов частичных процессов, образующих цикл изготовления изделия, должны входить только регламентированные перерывы, то в длительность производственных циклов частичных процессов, не образующих цикл изготовления изделия, входят помимо регламентированных и объективно обусловленные перерывы. [c.53]
Далее, длительность производственного цикла частичного производственного процесса /2 5 может быть определена как разность ранних сроков свершения событий 2 и 5. Эта разность составит (10 — 4) = 6 единиц времени. Время рабочего периода составляет всего 3 единицы времени. Таким образом, в структуре производственного цикла выполнения процесса /2 s будут объективно обусловленные перерывы в 3 единицы времени, т. е. будут иметь место случаи простоя оборудования. В связи с этим возникает вопрос, а нужно ли при выполнении указанного процесса использовать два станка или его можно выполнить на меньшем количестве оборудования при достижении тех же результатов. Это можно определить по сетевой модели. Если процесс /2-5 будет осуществляться только на одном станке, при прочих равных условиях его продолжительность увеличится вдвое (рис. 9, а). [c.57]
При этом длительность производственного цикла изготовления изделия не изменилась — составляет, как и прежде, 16 единиц времени. Осталась прежней и структура работ, которая определила длительность производственного цикла изготовления изделия. Но предложенный- вариант изготовления изделий гораздо эффективнее первоначального, так как для достижения одного и того же результата необходимо использовать меньшую массу труда и меньшее количество единиц оборудования. Если рассмотреть остальные частичные производственные процессы, а именно процессы /з—5, fe-7, /5-7, имеет место аналогичное положение. В общем идея повышения эффективности процесса изготовления изделия состоит в том, чтобы уменьшить количество единиц оборудования. Однако уменьшение необходимо производить так, чтобы по возможности не менять расчетных сроков выполнения запланированных работ. [c.57]
Оптимальное значение х находится аналитическим йот графическим решением данного уравнения. В рассматриваемом примере минимальным затратам суммарного оперативного времени на изготовление единицы продукции отвечает глубина пооперационного разделения труда, достигаемая при расчленении производственного процесса на 8 операции. При анализе рациональности сложившихся форм кооперации труда следует ориентироваться на основные проблемы в этой области оптимизацию численного, квалификационного в профессионального состава бригад, максимальное уплотнение рабочего дня путем выбора оптимального варианта распределения работ между исполнителями. Оптимальный численный, квалификационный и профессиональный состав бригады должен соответствовать квалификационной структуре гтрат рабочего времени по обслуживанию установки. Сочетание действий исполнителей я работы машин должно обеспечивать минимальную длительность производственного цикла. Она достигается при параллельном выполнении операций, составлявших частичный производственный процесс. [c.12]
Влияние проектируемых способов и средств на уровень организации производства характеризуется определенными показателями. Так, уровень организации подготовки производства характеризуется такими показателями, как длительность цикла подготовки производства, длительность производственного цикла, ритмичность производства и др. Производственная структура цеха может характеризоваться уровнем специализации производства, удельным весом основных и вспомогательных подразделений, степенью прямоточ-ности процесса, величиной транспортных пробегов заготовок и деталей и т. д. Уровень организации производства во времени может быть выражен в виде таких показателей, как степень параллельности выполняемых процессов, ритм запуска— выпуска партий деталей, коэффициент ритмичности производства, длительность производственного цикла и др. Степень улучшения режима работы и использования средств производства может определяться на основе коэффициента сменности работы, коэффициента загрузки и эффективного фонда времени работы оборудования и других показателей. [c.6]
При проектировании участков и цехов наряду с вопросами технологического порядка дипломанту приходится особо разрабатывать комплекс вопросов по организации производства. При этом содержание экономического анализа технологических решений аналогично содержанию такого же анализа при проектировании технологических процессов. Главы, посвященные организации производства, могут содержать установление производственной структуры цеха и научной организации рабочих мест определение (либо уточнение) программы производства и такта выпуска (запуска) деталей расчет размера партии деталей и длительности производственного цикла расчет загрузки оборудования планировку цеха разработку структуры управления разработку календарных планов работы и др. В заключительной главе обобщают все экономические преимущества и недостатки объекта проектирования. По сопоставляемым вариантам рассчитывают потребность в оборудовании, помещениях, оснастке, незавершенном производстве и рабочей силе. Определяют соответствующие частные экономические показатели. Заканчивают главу расчетом общих показателей, характеризующих сравнительную экономичность проекта годового экономического эффекта и эффективности дополнительных капиталовложений, если они требуютс я. Предшествует этому расчет по вариантам потребных капиталовложений и себестоимости продукции за год (см. гл. 8, 9). [c.17]
Определяя производственную структуру цеха наряду с составом и характером основных участков, необходимо знать состав входящих в него вспомогательных участков (ремонтного, заточного и др.), и служб (инструментально-раздаточная кладовая, межоперационные и комплектовочные кладовые, слуисба технического контроля, лаборатории и др.). Производственная структура участка зависит от состава деталей, закрепляемых за ним, принятых форм разделения труда между участками, технологических процессов изготовления изделий, состава и количества оборудования и рабочей силы. К организационно-плановым показателям, подлежащим расчету при проектировании цехов и участков, относятся ритм работы, коэффициент синхронности выполнения отдельных операций и их комплекса, размер партий деталей, периодичности запуска партий деталей в производство, длительность производственного цикла партий деталей и изделий, коэффициент непрерывности процесса, фонды времени работы оборудования, коэффициент использования оборудования и др. (см. 4.2, 5.1 и 5.2). [c.60]
Длительность производственного цикла зависит от двух важнейших факторов уровня технической базы производства и уровня его организации. Оба пути взаимообусловливают и дополняют друг друга. В электронной промышленности особенно перспективным является совершенствование технологии, сопровождающееся внедрением прогрессивного оборудования, что приводит к сокращению производственного цикла за счет снижения трудоемкости операций и особенно увеличения выхода годных приборов. Значительно уменьшается производственный цикл каждого полупроводникового прибора и за счет увеличения диаметра пластин исходного полупроводникового материала. Увеличение диаметра приводит к возрастанию числа структур, одновременно обрабатываемых на одной пластине, а следовательно, сокращению трудоемкости и календарной продолжительности изготовления каждого прибора. [c.124]
Внедрение этой организационной формы предусматривало сокращение длительности производственного цикла строительства скважин и обеспечение их сдачи заказчикам в плановые сроки. Переходу на НТП предшествовала большая организационно-подготовительная работа во всех буровых предприятиях объединения по изменению их организационной структуры определению количественного и квалификационного состава бригад подбору инструкторского состава из числа прорабов и бригадиров вышкомонтажников для передачи буровым бригадам навыков вышкостроения разработке тарифно-квалификационного справочника, отвечающего новой организации труда уточнению номенклатуры и порядка оснащения универсальных бригад механизмами и инструментами для выполнения всего цикла работ по сооружению скважин разработке нормативно-технологической карты вышкомонтажных работ и графиков сменной работы бригад в период строительства буровых разработке положения об оплате труда рабочих универсальных бригад с учетом специфики и объемов выполняемых работ разработке нормативов на ремонт оборудования в межмонтажный период и на подготовку к бурению разработке положения о буровых мастерах. [c.60]
Значение коэффициента покрытия зависит от длительности производственного цикла, структуры запасов и затрат и ряда других факторов. Нормальным для него считается ограничение 1 < К23 2. Нижняя граница обусловлена тем, что оборотных средств должно быть достаточно, чтобы покрыть свои краткосрочные обязательства. Однако превышение оборотных активов над краткосрочными обязательствами более чем в два раза считается нежелательным. Это свидетельствует о нерациональном вложении предприятием своих средств и неэффективном их использовании. Разу-меется, определение нормативных значений коэффи- [c.445]
Для вывода аналитической зависимости полной длительности производственного цикла партии предметов труда воспользуемся его структурой. Было установлено, что общая длительность производственного цикла партии Тц в конечном итоге складывается из длительности технологического Ттц и нетехнологического Тнтц циклов [c.92]
Книга посвящена актуальной для машиностроительной промышленности проблеме — нормированию и сокращению длительности производственного цикла изготовления машин. В ней приведена структура 1роизводственного цикла, показаны факторы, определяющие его длительность. Рассказано, как нормировать продолжительность цикла, определять, анализировать и контролировать фактическую его длительность. Показано, как организовать работу по нормированию и учету длительности цикла и планированию средней его плотности. [c.2]
Исследование длительности производственного цикла и его структуры проводилось в одном из механических цехов Московского завода координатно-расточных станков (МЗКРС). [c.72]
Величина Ц есть не что иное как средневзвешенная фактическая длительность циклов изготовления всех изделий и соответственно узлов и деталей, находящихся в производстве. Она зависит от двух основных факторов длительности производственного цикла изделий, выпускаемых сравниваемыми предприятиями, а также структуры производственной программы, т. е. соотношением в ней циклоемких и нециклоемких изделий. Применив известный прием разниц, можно определить влияние каждого из указанных факторов. [c.134]
Анализ организационной целесообразности вариантов. Он заключается в установлении возможности изготовления нужных изделий в требуемом объеме и в заданные (возможно болеее короткие) сроки при существующей или намечаемой организационной структуре цехов и участков производства и в выявлении преимуществ и недостатков сопоставляемых способов и средств изготовления изделий с точки зрения ускорения подготовки производства, сокращения длительности производственного цикла, обеспечения непрерывности и ритмичности производства и т. д. [c.6]
Выбор системы оперативно-производственного планирования должен осуществляться с учетом особенностей организационной структуры и типа производства, которые характерны для каждого промышленного предприятия. Кроме того, немаловажное значение при этом имеют также номенклатура и объем выпускаемой продукции, регулярность их повторения в течение плановых периодов, конструкторская сложность изделий и сборочных единиц, специфика технологических процессов изготовления и длительность производственного цикла. Выбор системы оперативно-производственного планирования осложняется и тем, что зачастую на одном и том же промышленном предприятии существуют подразделения с различным типом производства, специализированные на выполнении отдельных частичных процессов, из которых состоит производственный процесс изготовления серий изделий в целом. И. И. Каракоз указывает, что использование ...типов производства в качестве критериев при выборе системы оперативно-производственного планирования имеет в определенной мере условный характер, так как в чистом виде, как правило, ни один из типов производства не встречается. Поэтому даже на одном предприятии системы оперативного планирования могут быть различными для разных изделий и подразделений [67, 23]. [c.47]
Как уже отмечалось, минимизация времени изготовления изделия может быть достигнута лишь при сокращении продолжительности выполнения частичных процессов, образующих длительность производственного цикла. В условиях приведенного на рис. 8, а примера процессами, характеризующими производственный цикл, являются /1 з, 4 5, 4-7. Следовательно, для получения желаемого результата необходимо сокращать продолжительность выполнения любого из этих процессов. Осуществляя сокращение длительности частичных производственных процессов, необходимо стремиться к тому, чтобы они выполнялись в течение времени, которое было бы кратно или равно продолжительности смены или полусмены. Из всех частичных процессов, образующих время процесса производства, в нашем примере самым продолжительным является процесс 3. Учитывая это, выделим для его осуществления три рабочих места. Таким образом, сокращается длительность выполнения работ в сетевой модели. Внесем предложенные изменения в сетевую модель процесса изготовления серии изделий и пересчитаем ее параметры (рис. 8, б). Анализируя новую сетевую модель, следует отметить, что структура критического пути изменилась. В результате длительность производственного цикла определяется временем осуществления процессов 1 4, 4-е, 4—7, совокупная продолжительность которых равна 16 единицам времени. Рассмотрим по сетевой модели отдельные значения длительности частичных процессов. [c.56]
Так, например, длительность частичного производственного процесса /i 2 при ранних сроках выполнения работ равна четырем единицам времени, и удельный вес времени рабочего периода в этом случае весьма высок, так как в структуру цикла войдут толвко режимные перерывы. Ввиду того, что они для всех работ одинаковы, при рассмотрении влияния фронта работ на длительность производственного цикла выполнения частичных процессов эти перерывы нами учитываться не будут. [c.57]