Существенно влияет на подход к планировке поточной линии схема расположения рабочих мест. [c.259]
Схема зигзагообразной поточной линии с одно- и двусторонним расположением оборудования [c.126]
| Рис. 4-2. Схема наиболее распространенных транспортных устройств поточных линий | 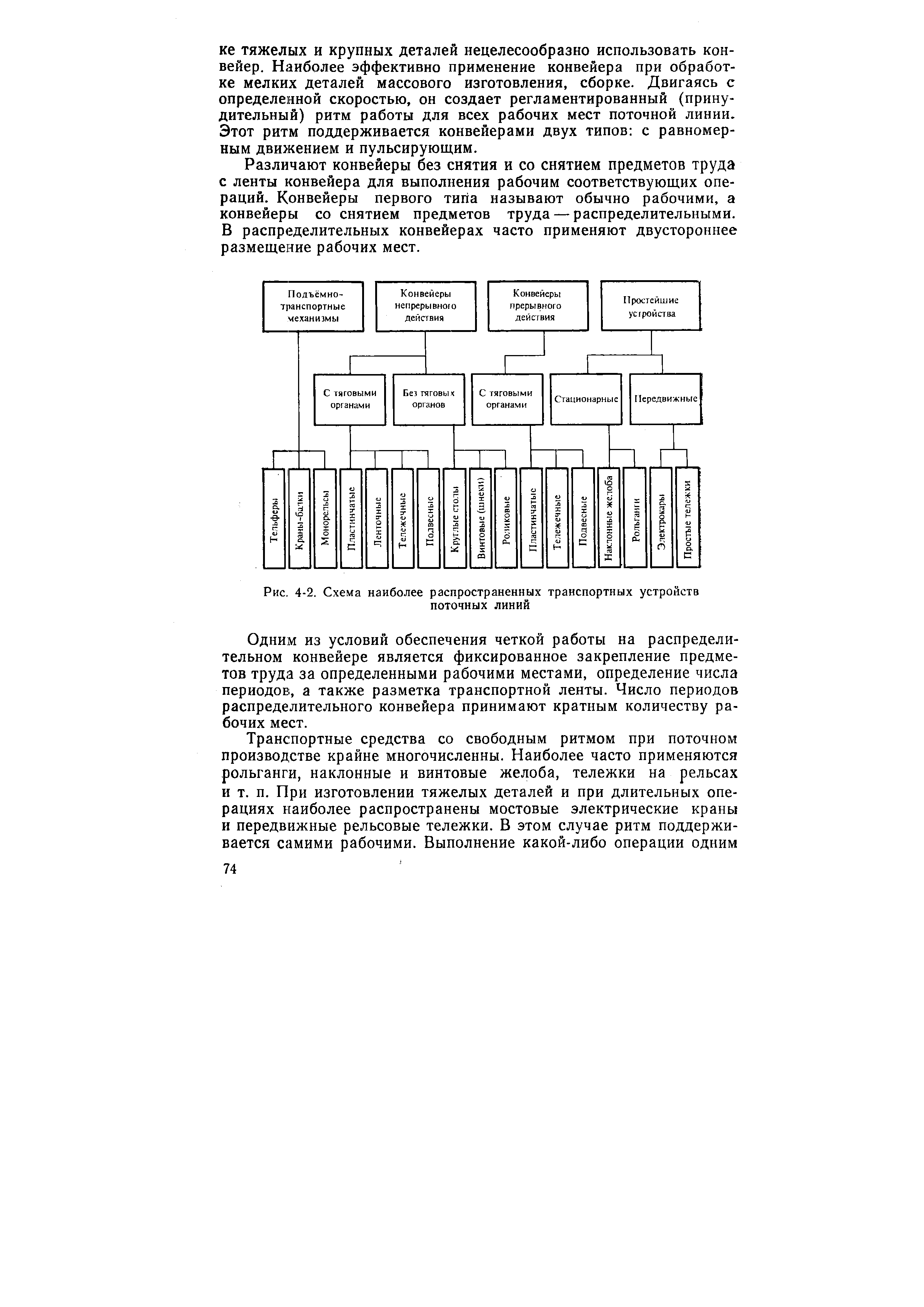 |
| Рис. 4-3. Различные схемы поточных линий | 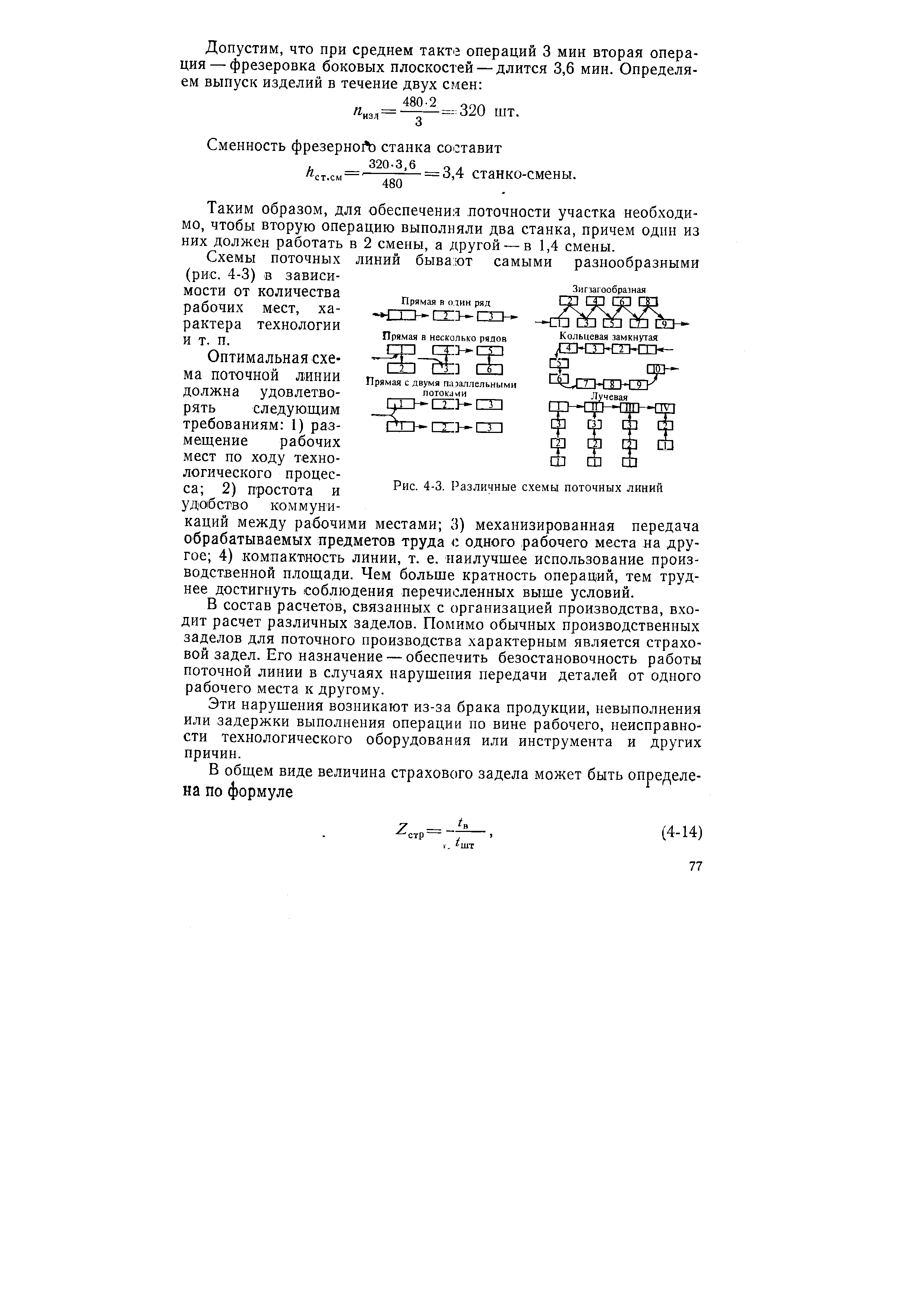 |
Оптимальная схема поточной линии должна удовлетворять следующим требованиям 1) размещение рабочих мест по ходу технологического процесса 2) простота и удобство коммуникаций между рабочими местами 3) механизированная передача обрабатываемых предметов труда с одного рабочего места на другое 4) компактность линии, т. е. наилучшее использование производственной площади. Чем больше кратность операций, тем труднее достигнуть соблюдения перечисленных выше условий. [c.77]
В машиностроении при механической обработке деталей такие условия чрезвычайно редки, что и отражено на схеме классификации поточных линий (стр. 28) неявно выраженной связью (штриховой). [c.30]
Таким образом, на основе последовательного анализа материалов классификации, схемы закрепления деталей за групповыми участками и расчетных значений показателей К. м по каждой конструктивно-технологической подгруппе деталей удается раскрыть всю перспективу возможного внедрения поточного производства. Применительно к рассматриваемому по заводу им. Свердлова примеру в результате такого анализа было намечено проектирование 16 групповых поточных линий механической обработки, характеристика которых приведена в табл. 3. [c.32]
Поскольку в такую схему заложена значительная доля специализации каждого участка, поточная линия обычно не допускает сколько-нибудь значительных отклонений в продукте или его компонентах. В результате потери гибкости любое снижение спроса приводит к простою мощностей. [c.28]
Требование полной синхронизации операций ограничивает области применения непрерывно-поточных линий преимущественно ручными работами. Эти виды поточных линий используются чаще всего на сборочных и монтажных производствах и в сервисном обслуживании. Расчет параметров осуществляется по классической схеме. [c.191]
Вид транспорта и схема поточных линий Нормы расстояний [c.149]
| Рис. 5. Схема простейшей поточной линии Л Д — аппараты. | 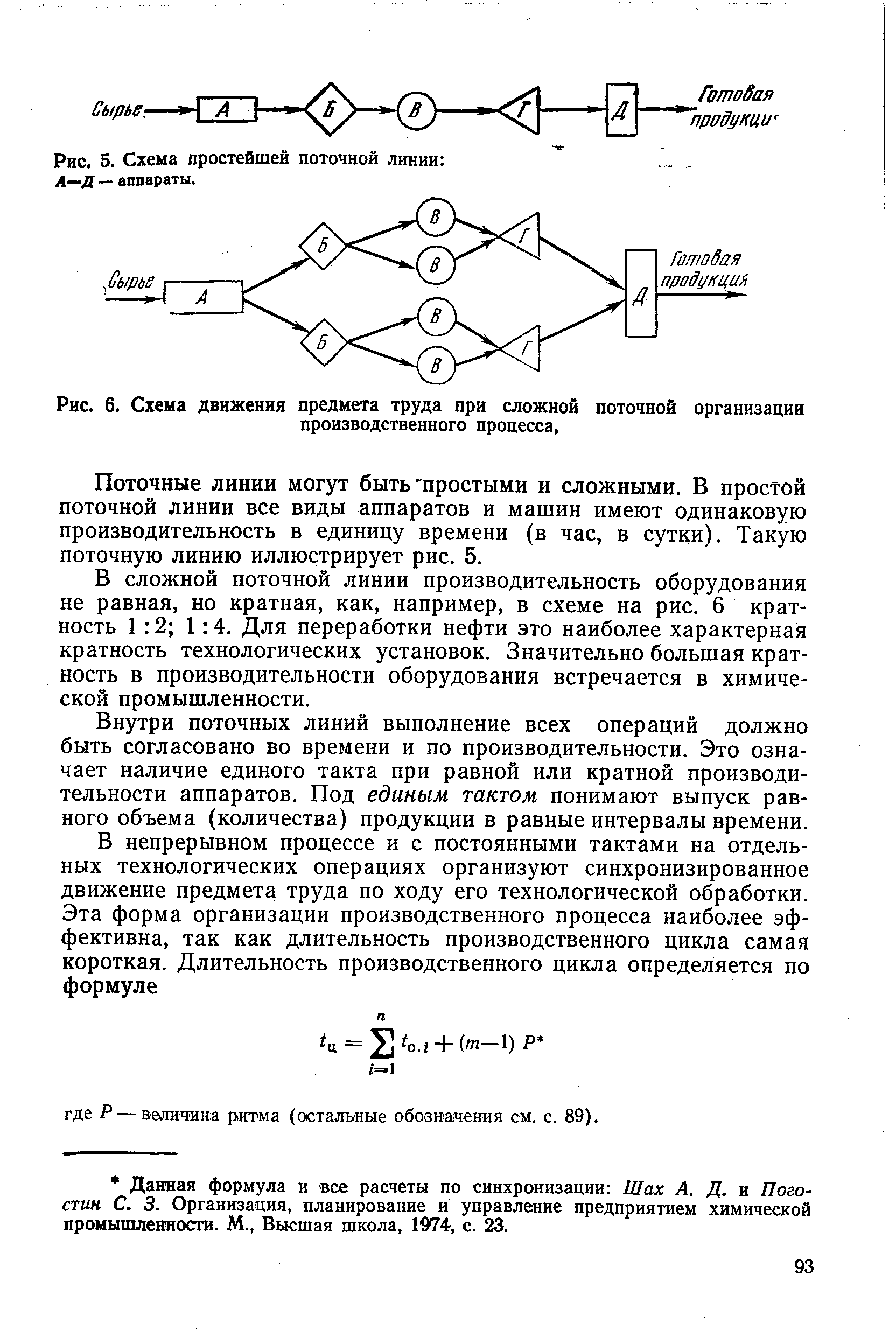 |
Характеристика работ. Разборка, капитальный ремонт, сборка, установка и центровка высоковольтных электрических машин и электроаппаратов различных типов и систем с напряжением до 15 кВ. Наладка схем и устранение дефектов в сложных устройствах средств защиты и приборах автоматики и телемеханики. Обслуживание силовых и осветительных установок с особо сложными схемами включения электрооборудования и схем машин и агрегатов, связанных в поточную линию, а также оборудования с автоматическим регулированием технологического процесса. Монтаж и ремонт кабельных сетей напряжением свыше 35 кВ, с монтажом вводных устройств и соединительных муфт. Ремонт, монтаж, установка и наладка ртутных выпрямителей и высокочастотных установок мощностью свыше 1000 кВт. Монтаж, ремонт, наладка и обслуживание устройств автоматического регулирования режимов работы доменных, сталеплавильных печей, прокатных станов, блокировочных, сигнализационных, управляющих устройств туннельных печей, систем диспетчерского автоматизированного управления, поточно-транспортных технологических линий, сварочного оборудования с электронными схемами управления, агрегатов электрооборудования и станков с системами электромашинного управления, с обратными связями по току и напряжению. Ремонт сложного электрооборудования сушильных и вакуумных печей, уникальных автоматов максимального тока и автоматических лент. Балансировка роторов электрических машин, выявление и устранение вибрации. [c.191]
Характеристика работ. Разборка, капитальный ремонт, сборка, установка и центровка высоковольтных электрических машин и электроаппаратов различных типов и систем с напряжением до 15 кВ. Наладка схем и устранение дефектов в сложных устройствах средств защиты и приборах автоматики и телемеханики. Обслуживание силовых и осветительных установок с особо сложными схемами включения электрооборудования и схем машин и агрегатов, связанных в поточную линию, а также оборудования с автоматическим регулированием технологического процесса. Монтаж и ремонт кабельных сетей напряжением свыше 35 кВ, с монтажом вводных устройств и соединительных муфт. Ремонт, монтаж, установка и наладка ртутных выпрямителей и высокочастотных установок мощностью свыше 1000 кВт. Монтаж, ремонт, наладка и обслуживание устройств автоматического регулирования [c.192]
В холодильной промышленности поточные линии только начинают внедряться на отдельных участках, например автоматизированная поточная линия по фасовке, завертке и. закаливанию мороженого с вафлями (ОАМ). В настоящее время разрабатывается схема поточного производства, охватывающего все производственные операции изготовления мороженого. [c.37]
На этапе разработки технического проекта поточных линий сборки производят расчет такта выпуска разработку технологических схем сборки узлов и общей сборки машины разработку и нормирование технологических процессов поточной сборки и окрасочных работ разработку циклограмм сборки расчет оборудования и рабочих мест определение состава и типов участков сборки и разработка планировки сборочного цеха разработку технических заданий на проектирование специального, технологического и подъемно-транспортного оборудования, средств механизации и контроля и др. В рабочем проекте поточной сборки корректируются и доводятся до рабочего исполнения основные решения принятые на этапе разработки технического проекта. [c.104]
Технологические бюро отдела главного технолога совместно с конструкторским бюро отрабатывает чертежи объекта производства на технологичность, разрабатывает рабочие технологические процессы, проектирует различные формы поточных линий. Применение новых методов обработки, высокопроизводительной оснастки, специальных, специализированных и агрегатных станков и оборудования является одной из наиболее важных функций технологических бюро. Кроме того, технологические бюро разрабатывают цикловые графики изготовления деталей, схемы и графики сборки узлов и изделий, а также анализируют длительность фактического цикла изготовления и сборки, разрабатывая необходимые мероприятия по его сокращению. [c.293]
Поскольку модель процесса производства четко регламентирует выполнение производственного процесса во времени и пространстве, то ее целесообразно принять в основу управления поточными линиями. А коль скоро ручные методы формирования модели и решения комплекса задач управления поточными линиями чрезвычайно трудоемки из-за большого количества обрабатываемых на них деталей или собираемых сборочных единиц, решение этих задач целесообразно автоматизировать. На основе такой автоматизации и создается автоматизированная система управления производством. Принципиальная схема такой АСУ приведена на рис. 2.2. [c.64]
Принципиальная схема автоматизации оперативного управления поточными линиями [c.65]
| Рис. 12. Схема синхронизации поточной линии расчленением операции | 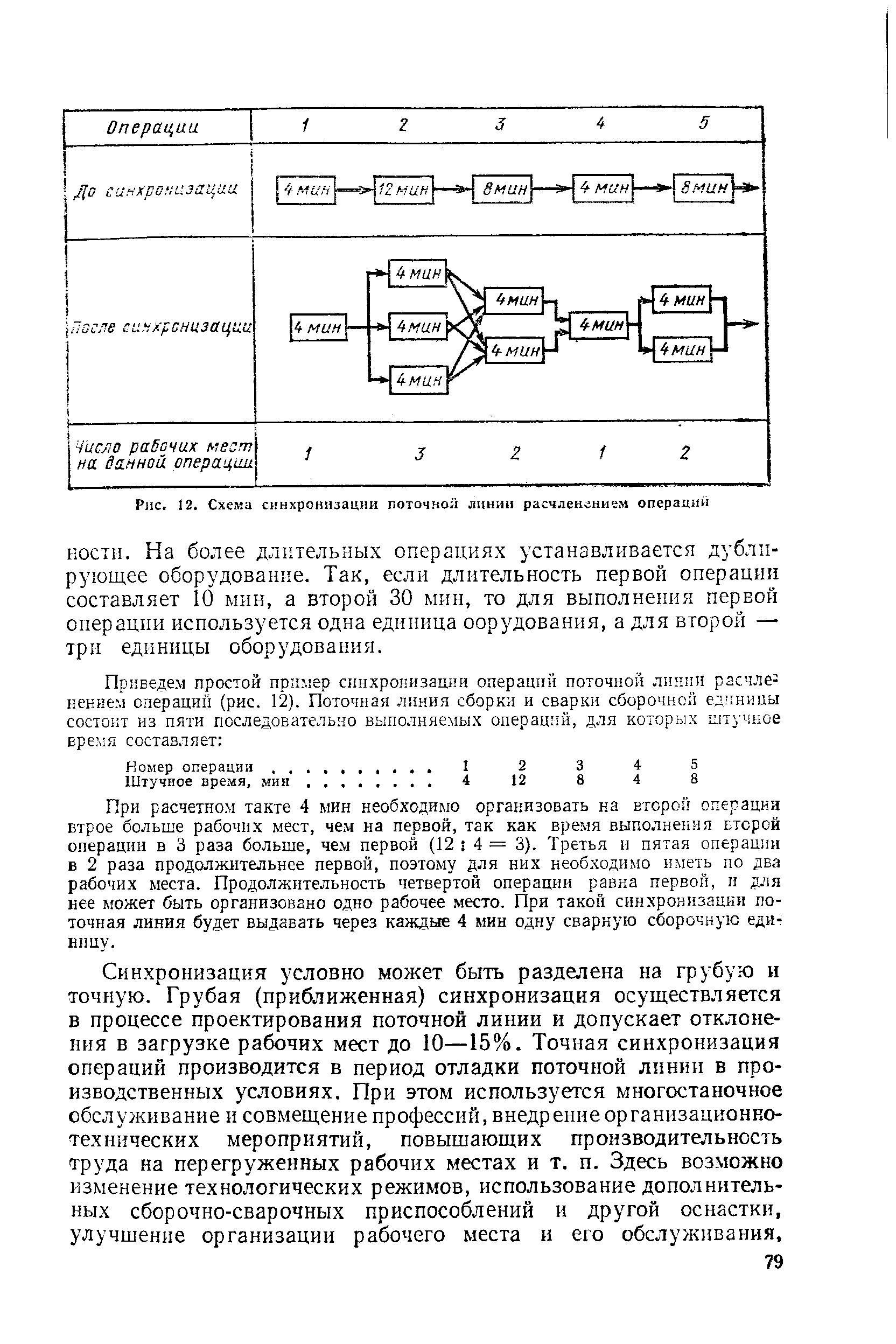 |
| Рис. 13. Схемы планировок поточных линий | 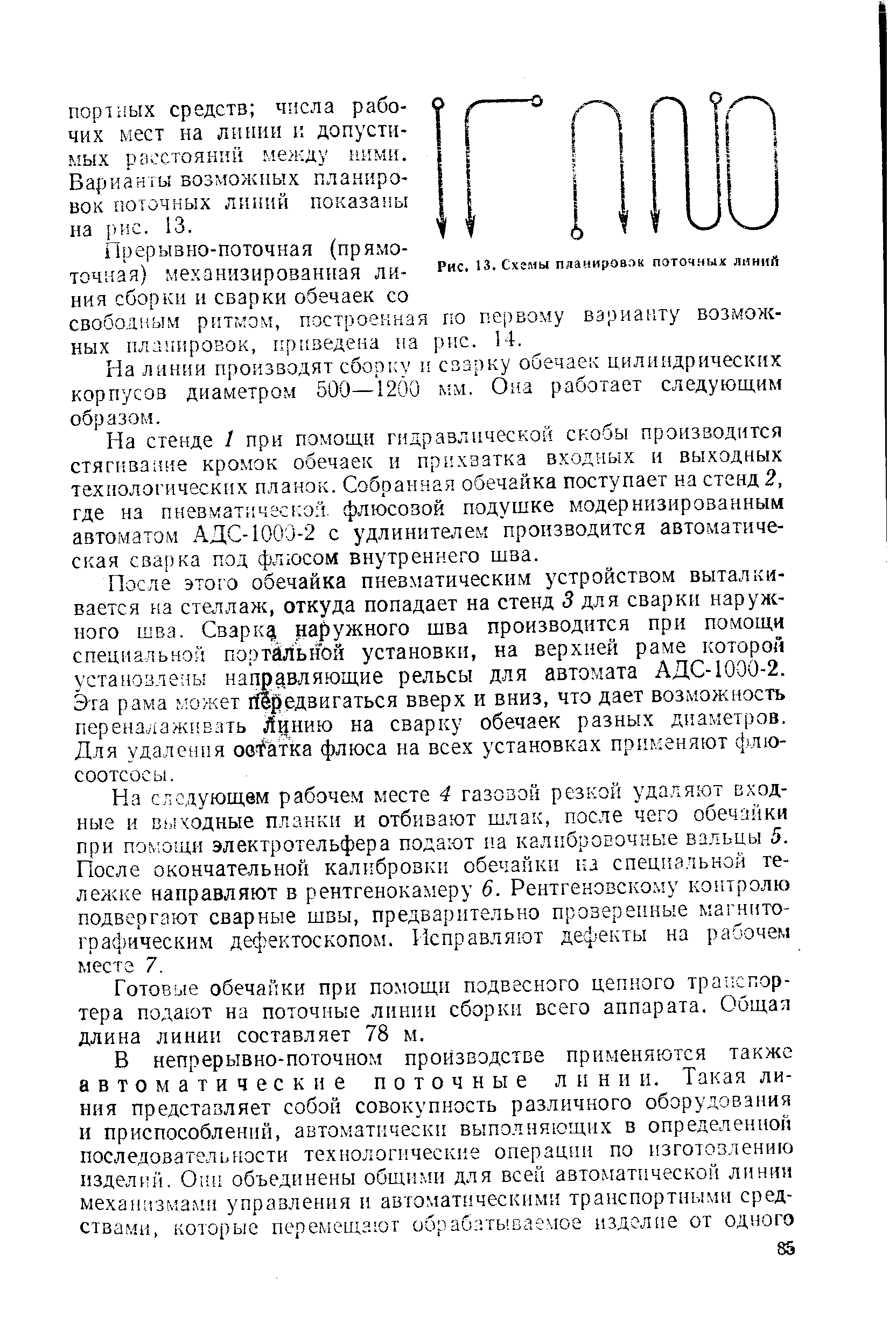 |
| Рис.3.15. Блок-схема расчета параметров однопредметной поточной линии | 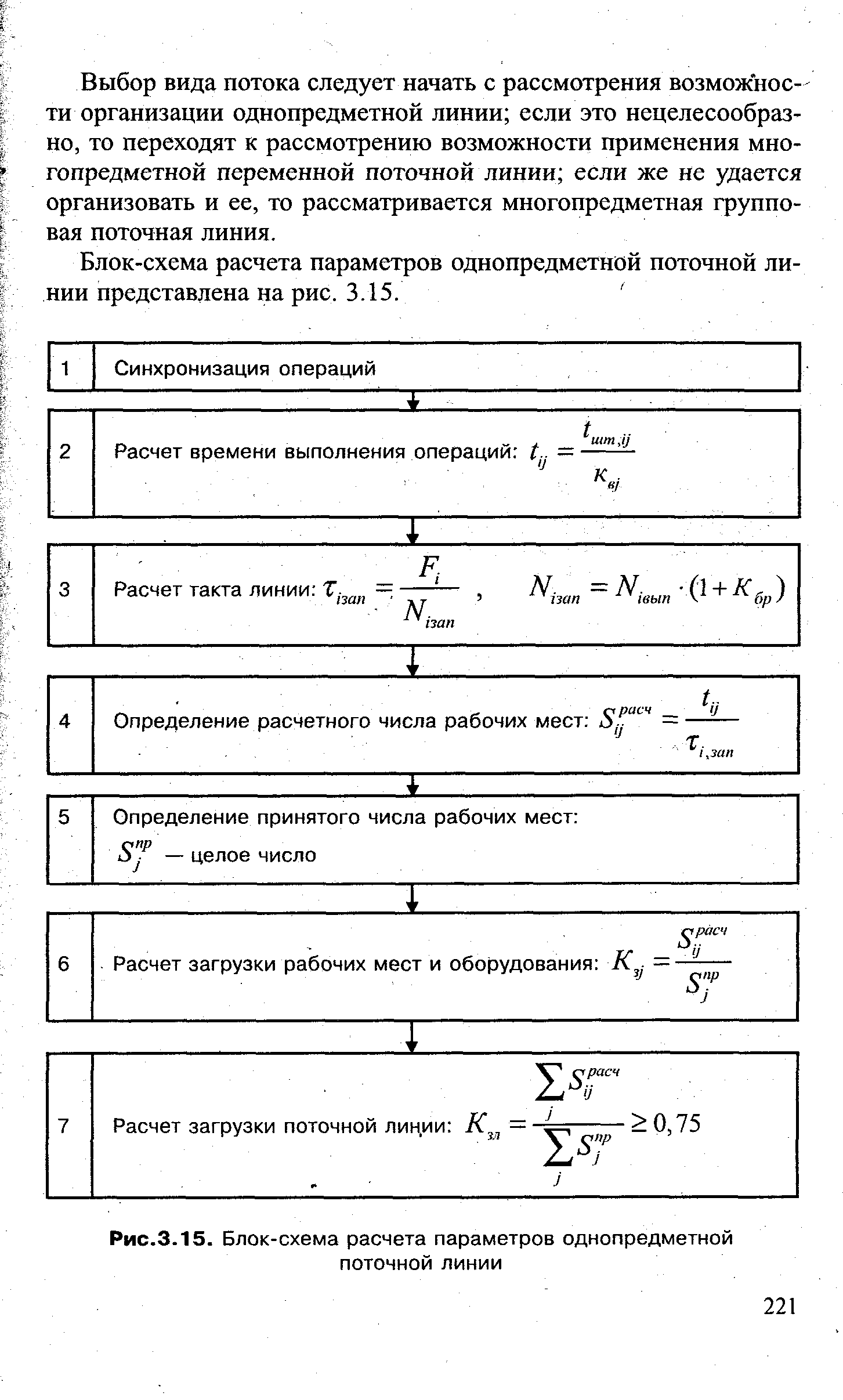 |
| Рис.3.17. Блок-схема расчета параметров многопредметной групповой поточной линии | 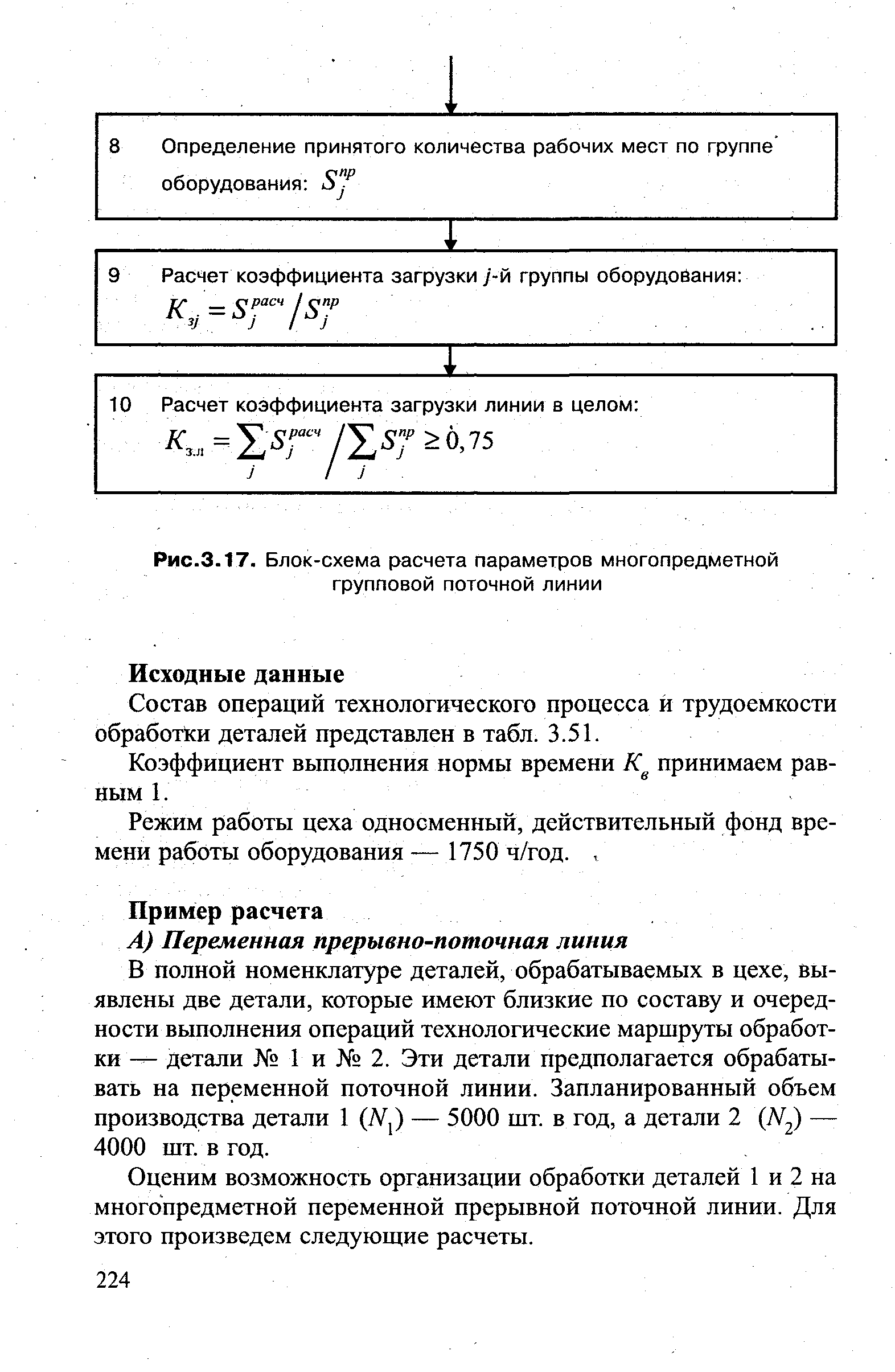 |
| Рис.5.5. Схема расположения рабочих мест по операциям обработки детали 14 на однопредметной поточной линии | 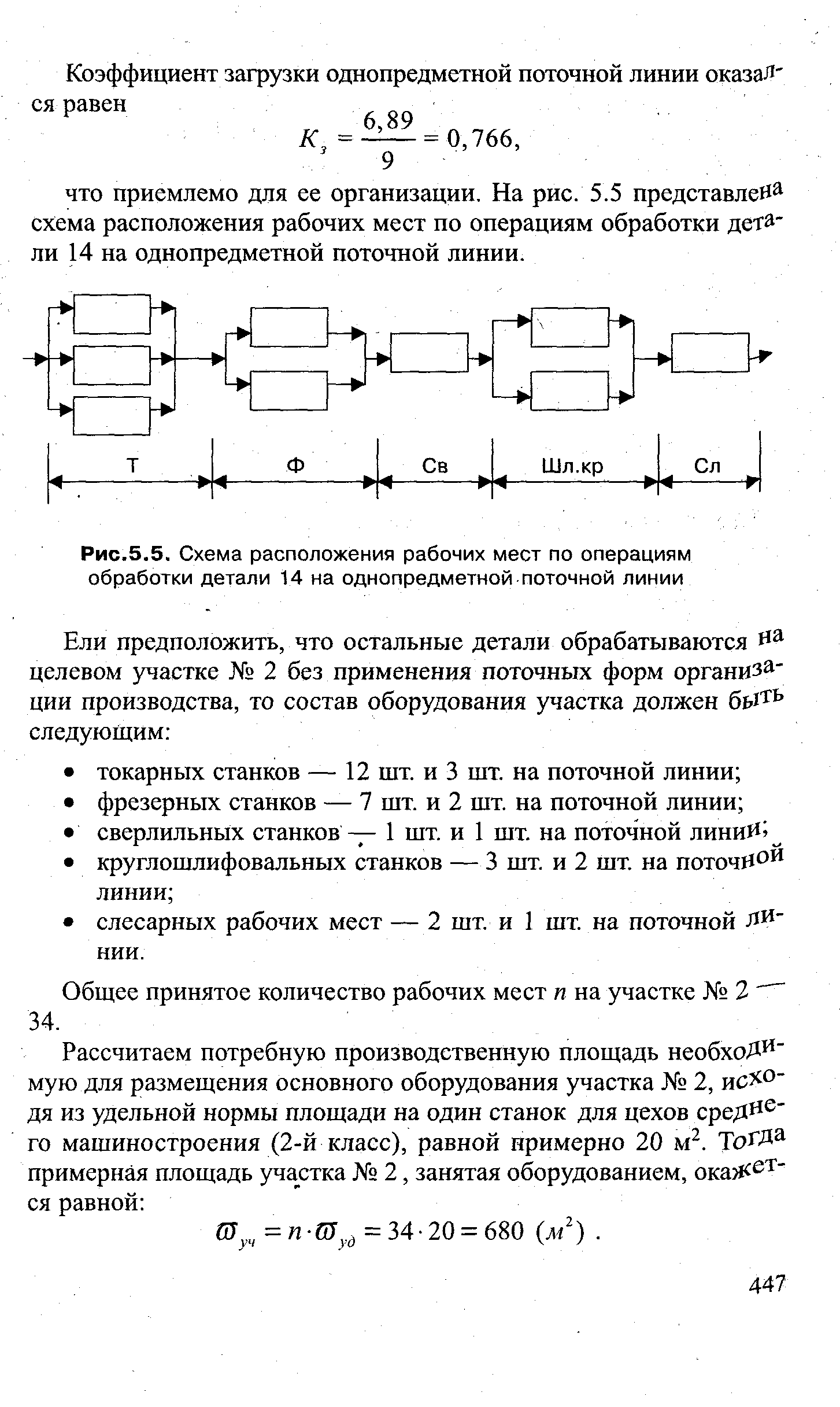 |
| Рис. 12.4. Схема возможных планировок поточной линии | 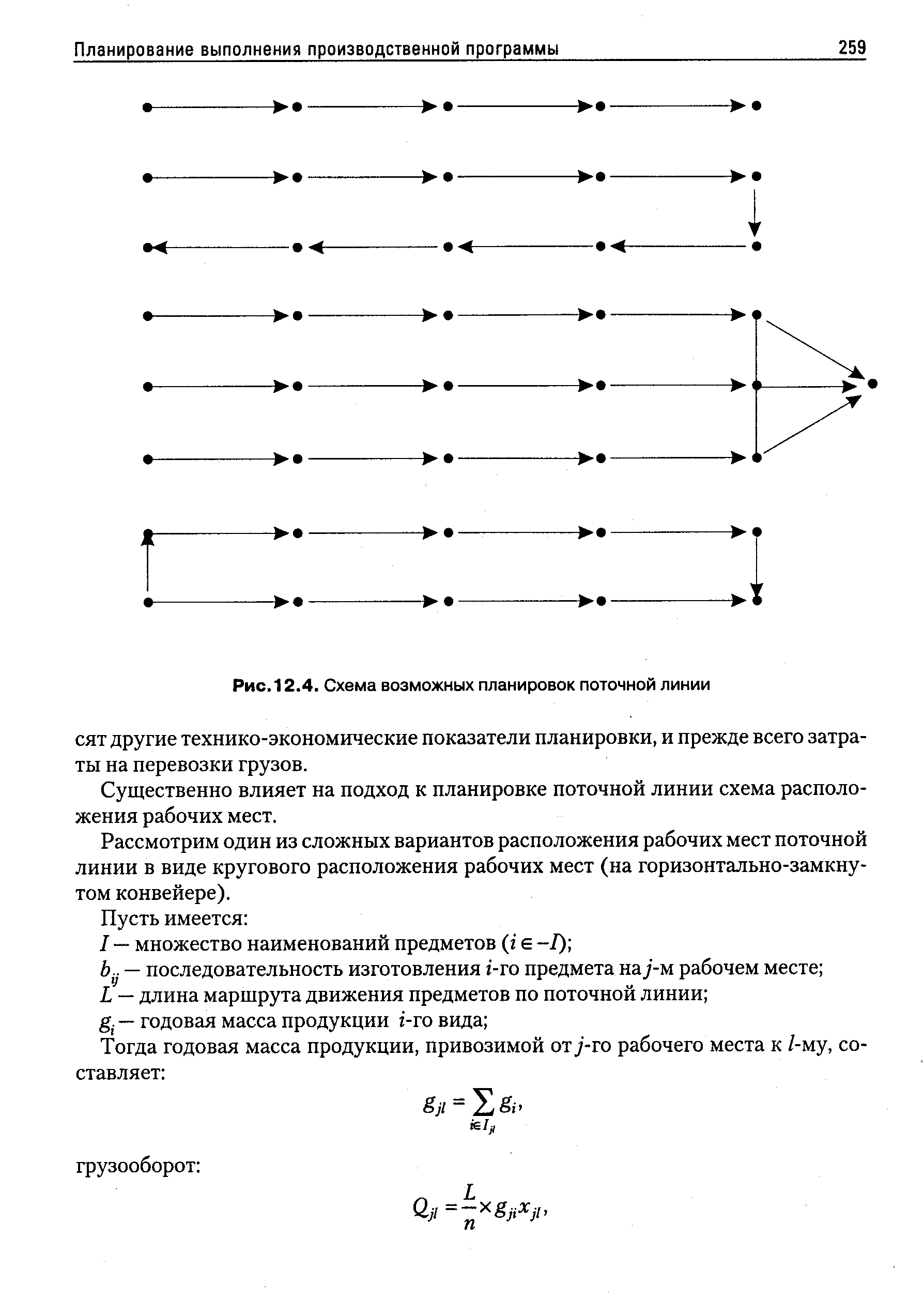 |
Закон эффекта масштаба производства характеризует закономерность неуклонного снижения производственных или других затрат на единицу продукции при увеличении масштаба производства (программы выпуска продукции или выполнения работ). Это происходит за счет приобретения работниками навыков и опыта, применения прогрессивных технологий и оборудования для серийного или массового производства, отнесения косвенных общецеховых и общезаводских расходов на больший объем производимой продукции (выполняемых работ) и снижения за счет этого удельных затрат. Закон действует до полного освоения мощности поточной линии, до точки насыщения программы. По аналогичной схеме действует закон эффекта опыта. [c.44]
Для производства небезразлично относительное расположение рабочих мест — первичных структурных производственных единиц. Оно предопределяет удобство и скорость передачи предметов труда от одного рабочего места к другому, возможность взаимодействия и использования ресурсов производственной системы. Поэтому первичные структурные производственные единицы определенным образом упорядочиваются (организуются) в пространстве. Исходя из решаемых производственных задач они могут быть сгруппированы не только по технологическому (профессиональному) признаку с образованием, например, токарной, фрезерной, шлифовальной и тому подобных групп (участков), но и по предметному признаку с образованием, например, предметно-замкнутого участка по обработке конкретной детали, предметно-замкнутого участка по обработке однотипных деталей, поточных линий с самыми различными характеристиками. На рис. 4.3 представлены соответственно схемы размещения групп оборудования (оборудования) на участках технологической (а) и предметной (б) специализации. [c.33]
Описанные технологические схемы синтезированы на основе системного анализа существующих поточных линий, т. е. все агрегаты (принцип действия) широко апробированы на практике. [c.108]
Подготовка рабочих-универсалов и гибкая схема их расстановки. Эти меры нацелены на решение главной задачи — обеспечение гибкости производства при соблюдении условия рационального использования рабочей силы. Изменение ритма работы поточных линий,,организация распределенного производства невозможны без постоянного перевода рабочих на новые рабочие места, без изменения структуры операции и методов ихвыполнения, без изменения норм многостаночного обслуживания. Непременными условиями этого являются подготовка рабочих-универсалов (многостаночг ников), повременная оплата их труда, рациональная планировка участков (поточных линий). [c.455]
Характеристика работ. Обслуживание силовых и осветительных установок с особо сложными схемами включения. Разборка и сборка схем вторичной коммутации и простой релейной защиты максимально-токовой, дифференциальной и др. Замена контрольно-измерительных приборов и измерительных трансформаторов на ведомственных подстанциях, трансформаторных электроподстанциях. Обслуживание электрооборудования и схем машин и агрегатов, включенных в поточную линию, а также оборудования с автоматическим регулированием технологического процесса. Обслуживание статических преобразователей частоты, тиристорного преобразователя-двигателя с обратными связями по току, напряжению и скорости. Проверка и устранение неисправностей в сложных схемах и устройствах электротехнического оборудования подстанции и технологических машин, приборах автоматики и телемеханики. Обслуживание электросхем автоматизированного управления поточно-транспортных технологических линий. Обслуживание сварочного оборудования с электронными схемами управления, а также высокочастотных ламповых генераторов. Обслуживание и устранение неисправностей в работе схем управления кон такторно-релейного, ионного и электромагнитного привода, а также высоковольтной аппаратуры технологического оборудования. Обслуживание электрооборудования агрегатов и станков с системами электромашинного управления, с обратными связями по току и напря-зкению. Производство работ в распределительных устройствах без снятия напряжения свыше 1000 В. Разработка мероприятий с выполнением расчетов по улучшению косинуса фи при различных режимах и нагрузках. Наладка ртутных твердых выпрямителей и высокочастотных установок мощностью свыше 1000 кВт. Наладка сложных командо-аппаратов датчиков, реле на технологическом оборудовании. [c.185]
План технического развития и повышения эффективности производства. В этом плане содержится комплекс мероприятий по выполнению всех основных показателей производственно-хозяйственной деятельности организации. Базой плана технического развития, составляемого строительно-монтажными трестами и СМУ, являются разрабатываемые соответствующими министерствами и главными управлениями основные направления организационного и технического развития подчиненных им организаций на пятилетний срок. Такие основные направления , составленные Главпромвентиляцией Минмонтажспецстроя СССР на 1976—1980 гг., содержат следующие разделы оценка современного уровня производства санитарно-технических и вентиляционных работ схема организационной структуры и функциональных связей монтажных организаций планы развития производственной базы, внедрения эффективных конструкций и изделий, оборудования, новых монтажных инструментов и приспособлений прогрессивные методы производства монтажных работ и внедрение научной организации труда план повышения уровня механизации монтажных и погрузочно-разгрузочных работ, повышения качества монтажных работ, экономии проката черного металла и стальных труб мероприятия по социальному развитию коллективов основные направления работы и задачи института Проектпромвентиляция и треста Сантехдеталь (подчиненных главку) основные научно-технические проблемы, подлежащие разработке в десятой пятилетке в области вентиляционных и санитарно-технических работ- Основные направления исходят из намеченных темпов роста объемов этих работ по главку (1970 г. — 324,5 млн. руб., 1975 г.—447,5 млн., 1980 г.— 600 млн. руб.) и уровня технического развития монтажных работ, достигнутого в девятой пятилетке. За 1970—1975 гг. внедрено более 60 механизированных поточных линий, значительно повысился объем применения спирально-шовных воздуховодов, блочного монтажа санитарно-технических систем в жилищном строительстве и воздуховодов систем промышленной вентиляции, внедрены новые эффективные воздухораспределители высокой производительности, начато изготовление на поточных ли- [c.170]
Задача 3.1. На основе электрической схемы ячейки 2У-3 ЭЦВМ (рис. 3.1) и заводских нормативов времени на выполнение технологически неделимых элементов операций (табл. 3.1) спроектировать производственный процесс сборки ячейки 2У-3, если продолжительность выполнения операций кратна такту, при организации однопредметнои непрерывно-поточной линии с использованием распределительного конвейера. [c.28]
Улучшилось размещением, п. заводы приближены к местам произ-ва сырья и потребления продукции. Большинство техпологич. процессов на маслозаводах осуществляется по непрерывно-поточным схемам наиболее прогрессивный экстракционный метод получения масла к концу 1961 занимал (по мощности) св. 58%. В мыловаренном произ-ве ок. 70% предприятий работает на поточных линиях непрерывного охлаждения и формования мыла под вакуумом. На 2 московских мыловаренных заводах освоены комплектные установки непрерывной варки мыла. Крупнейшие масдожиро-вые предприятия страны в Краснодаре, Ростове, Ленинграде, Запорожье, Свердловске, Хабаровске, Чимкенте, Саратове, Коканде, Фергане оснащены совр. оборудованием, обеспечивающим необходимые условия для перехода к комплексной механизации и частичной автоматизации основных производственных процессов. Однако механизация погрузочно-разгрузочных работ, подготовки сырья и материалов, тарного произ-ва, расфасовки и упаковки продукции находится еще на низком уровне. [c.412]
На 1959—65 намечено значительное увеличение произ-ва продукции и проведение мероприятий по техиич. прогрессу в М. п. Осваивается отечественное произ-во новых видов оборудования для М. п. экстракционные линии непрерывного действия, работающие но принципу многократного орошения, высокопроизводительные прессы для предварительного и окончательного съема масла, автоматич. непрерывно действующие линии для произ-ва маргарина и туалетного мыла, установки непрерывной рафинации масла, варки мыла, глифталевой олифы, расфасовочные, упаковочные и укладочные автоматы для маргарина, мыла и синтетич. моющих средств. Намечено завершить переход на экстракционный метод произ-ва масла, доведя его уд. вес в общей переработке сырья до 83% перевести на всех заводах выработку саломаса на непрерывную схему с автоматич. управлением процессами осуществлять произ-во маргарина, мыла, майонеза и расфасовку масла на поточных линиях непрерывного действия. На Краснодарском масложир- [c.413]