В непрерывном процессе и с постоянными тактами на отдельных технологических операциях организуют синхронизированное движение предмета труда по ходу его технологической обработки. Эта форма организации производственного процесса наиболее эффективна, так как длительность производственного цикла самая короткая. Длительность производственного цикла /ц определяют по формуле [25] [c.63]
| Рис. 2.1. График последовательного, параллельного, последовательно-параллельного и синхронизированного процесса производства | 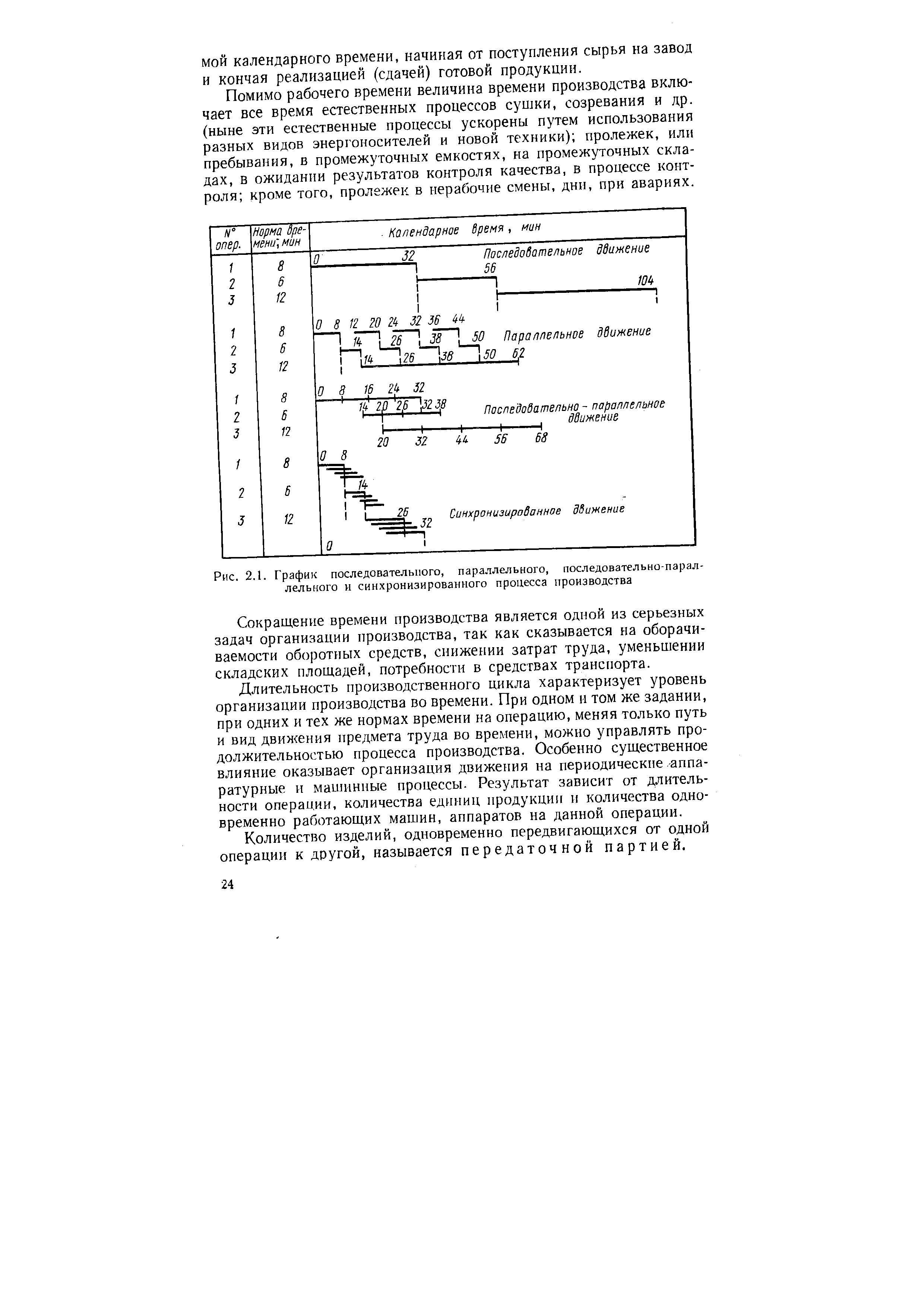 |
На рис. 2.1 дан график этого вида движения для рассмотренного выше примера. Видно, что при этом движении длительность цикла равна 32 мин, т. е. в два раза меньше, чем при параллельном движении, и более чем в три раза короче цикла с последовательным видом движения. Цикл обработки 4 ед. только на 6 мин занимает больше времени, чем цикл обработки 1 ед. (32—26). Для синхронизированного процесса с постоянным ритмом длительность цикла определяется по формуле [c.26]
Для БД существует набор реплик, который включает одну ОСНОВНУЮ и много ПРОЧИХ реплик. Только в основной реплике возможно осуществлять изменения структуры БД. Понятие основной реплики — не абсолютное. Можно основную реплику преобразовать в обычную реплику, и наоборот. Реплика может содержать как реплицируемые, так и локальные объекты, созданные пользователем. Изменения структуры или данных локальных объектов не распространяются на другие элементы набора реплик. Синхронизация набора реплик осуществляется путем обмена всеми измененными записями и реплицируемыми объектами. Два элемента являются синхронизированными, когда изменения в одном из них учтены в другом, и наоборот. [c.652]
Обеспечение связи инвестиционной программы с производственной и финансовой программой предприятия. Инвестиционная деятельность предприятия осуществляется в неразрывной связи с операционной и финансовой его деятельностью. Эта связь обеспечивается комплексным формированием денежных потоков по рассматриваемым видам деятельности предприятия в рамках конкретных временных периодов. Так, реализация каждого инвестиционного проекта и инвестиционной программы в целом должна быть обеспечена соответствующим финансированием, синхронизированным с ней во времени. Возвратный поток инвестированного капитала, обеспечивающий предусматриваемую эффективность каждого инвестиционного проекта и инвестиционной программы в целом должен быть обеспечен выпуском и реализацией соответствующей продукции в запланированных обьемах и сроках. Поэтому в процессе формирования инвестиционной программы необходимо синхронизировать ее основные параметры с соответствующими параметрами производственной и финансовой программ развития предприятия. [c.261]
Обеспечение высокоэффективного использования инвестиционных ресурсов в процессе инвестиционной деятельности, формируемые инвестиционные ресурсы, временно не используемые в инвестиционном процессе, теряют свою стоимость во времени от инфляции и по другим причинам. Поэтому процесс формирования и использования инвестиционных ресурсов должен быть максимально синхронизирован во времени по отдельным интервалам планового периода. Такая синхронизация обеспечивается в процессе оптимизации денежных потоков предприятия по инвестиционной деятельности. [c.382]
В зависимости от степени синхронизации операций и постоянства синхронизированного процесса различают три основных вида поточного производства непрерывно-поточное, прямоточное (прерывно-поточное) и стационарно-поточное. [c.71]
При организации синхронизированного потока с регламентированным ритмом возникают совсем иные условия организации труда, в частности, исключаются перерывы в работе и простои рабочих, но вместе с тем увеличивается. напряженность труда. [c.180]
Между принятой системой организации производства, системой планирования и оперативного руководства и требуемой информацией существует самая тесная связь. Например, при введении строго регламентированного, синхронизированного, непрерывно поточного производства отпадает необходимость в сдельной оплате. Замена ее повременной приводит к резкому сокращению обязательной информации. [c.292]
Механические цехи. В зависимости от особенностей организации производственного процесса в механических цехах объектами расчета мощности являются следующие типы производственных подразделений технологические участки (участки, занятые выполнением однородных технологических операций), предметно-замкнутые участки серийной обработки, прямоточные линии, непрерывно-поточные (синхронизированные) линии, автоматические линии. Для этих подразделений первичными звеньями расчета мощности являются следующие для тех- [c.44]
На непрерывно-поточной (синхронизированной) линии трудоемкости всех операций должны быть равны или кратны, поэтому при определении мощности исходят из такта линии в целом. [c.45]
При сборке изделий в условиях синхронизированного потока, когда на конвейере устанавливается единый ритм, мощность конвейера определяют делением действительного фонда времени его работы в расчетном периоде на такт его работы по следующей формуле f [c.47]
Причина кроется в высокой степени взаимозависимости экономической и рыночной активности в этих многочисленных странах. Как следствие, адекватное моделирование требует многоаспектного подхода. Можно проследить, что подобные многоаспектные пузыри, являющиеся расширенными моделями того, что было представлено в главе 5, реализуются как в синхронизированные, так и в несинхронизированные крахи. [c.296]
Система планирования потребностей в материалах (система MRP I) в узком смысле состоит из ряда логически связанных процедур, решающих правил и требований, переводящих производственное расписание в цепочку требований , синхронизированных во времени, и запланированных покрытий этих требований для каждой единицы запаса компонентов, необходимых для выполнения расписания. Система MRP I перепланирует последовательность требований и покрытий в результате изменений либо в производственном расписании, либо в структуре запасов, либо в характеристиках продукта [22]. [c.126]
Метод синхронизированного производства предполагает совокупность специальных приемов и правил организации производственного процесса. - [c.106]
При существующем уровне техники более рациональным нужно признать другое деление оборудования по степени автоматизации 1) машины без принудительной связи рабочего органа с предметами труда, 2) машины с частичной принудительной связью, или полуавтоматы, 3) машины с принудительной связью, или автоматы, и 4) синхронизированные агрегаты машин-автоматов— автоматические поточные линии. Такая группировка применима к механизмам разной -спецификации, выполняющих механическую работу. [c.155]
Кооперация способствует травильному формированию производственных подразделений предприятия, разработке синхронизированных во времени и по объему заданий этим подразделениям, выполнению заданий в установленные календарные сроки при соблюдении технологических режимов работы. Необходимая для этого организация труда на рабочем месте возможна при разделении и кооперации труда в двух формах бригадной и индивидуальной. Бригадную форму организации труда применяют в случаях, когда необходимо координировать труд основных и вспомогательных рабочих, когда персонал обслуживает крупные технологические линии, установки, и возникает необходимость обеспечить единый ритм работы на всех рабочих местах. Иногда эту форму применяют в тех случаях, когда трудно установить индивидуальные задания и учесть результаты работ. [c.143]
Достижение цели кооперации обеспечивается правильным формированием производственных подразделений, разработкой синхронизированных индивидуальных и групповых заданий, обеспечением выполнения этих заданий с соблюдением календарных и технологических режимов работы, а также путем рациональной организации труда на каждом рабочем месте. [c.14]
Линии поточные с многодвигательными, синхронизированными и автоматизированными приводами — ремонт и наладка. [c.193]
Линии поточные с синхронизированным и автоматизированным приводом — ремонт и наладка. [c.200]
На непрерывнопоточной (синхронизированной) линии трудоемкость всех операций должна быть равной или кратной друг другу, поэтому при определении производственной мощности исходят из такта линии в целом. Известно, что такт поточной линии представляет собой расчетный промежуток времени между последовательным выпуском деталей (изделий). [c.44]
Как известно, к основополагающим принципам логистического управления, призванного способствовать ускорению оборачиваемости оборотных средств, относится оптимизация объемов материальных потоков и запасов. Стохастичность, неравномерность товаропотоков обусловливает процесс образования товарных запасов, на сокращение которых в стремлении к тому идеальному варианту, когда входящий и выходящий потоки равномерны, синхронизированны во времени и сбалансированы по объемам, должно быть ориентировано логистическое управление в любой товаропроводящей системе. Как показывает практика, накопление значительного объема малоподвижных запасов, приводящее к омертвлению оборотного капитала, как правило, является следствием неверной оценки величины платежеспособного спроса рынка. [c.66]
Основные принципы организации синхронизированного производства разработаны в 1960-е годы в японской компании Toyota , Метод синхронизированного производства интегрирует ряд традиционных функций организации производственных процессов оперативного планирования, контроля складских запасов, управления качеством продукции. Суть метода сводится к отказу от производства продукции крупными партиями и созданию непрерывно-поточного многопредметного производства, в котором на всех стадиях производственного цикла требуемый узел или деталь поставляется к месту последующей операции в точно необходимое время. [c.106]
И 1942 Создание синхронизированных сборочных линий Г. Форд / У. Соренсон [c.17]
Скорость продвижения материального пртока Быстрое движение предметов обработки Движение, синхронизированное с последующим звеном Медленное движение предметов обработки [c.152]
Планирование ресурсов, синхронизированное с потребителем. Производственная эффективность, на достижение которой в основном ориентированы такие системы, как ЛТ и MRPII, дала общественному производству в последние два десятилетия XX в. наиболее быстрый и предсказуемый путь улучшения низких производственных показателей — уменьшение стоимости продукта путем сокра-> щения издержек или преобразования производства. Но в то же время производственная эффективность может дать только краткосрочную выгоду, а в долгосрочном плане производственные методы и технологии могут быть повторены конкурентами. Динамика конкуренции изменилась. Производственная эффективность больше не определяет успех на рынке качество достигнуто, а конкуренты продолжают снижать цены, в результате ценовое преимущество исчезает. Чтобы конкурировать в будущем, производственная эффективность будет необходима, но ее будет явно не достаточно. Сложная задача для производителей XXI в. заключается в том, чтобы с прибылью для себя предоставить покупателям широкий выбор товаров, которые смогут изменяться также быстро, как и предпочтения покупателей. Следовательно, конкурентное преимущество не будет продиктовано только производственной эффективностью, а скорее должно быть продиктовано рынком и покупателями, каждым конкретным потребителем. [c.520]
Каждый из указанных выше процессов может быть выполнен участником, входящим в цепочку ценности (поставщиками, провайдерами продуктов, каналами, розничными торговцами), отдельно, но благодаря кооперации производительность и повышение объема поступлений могут стать намного более высокими. Точно так же, как взаимодействие требует сотрудничества (касается ли это отделов, функций, предприятий, регионов и т.д.), оно требует и оптимизации в целом исходя из интересов потребителей. При внедрении на рынок новых видов продуктов подробная информация в местах продаж о покупательских привычках потребителей и об их вкусах позволяет поставщикам создавать нишевые продукты, которые проведенные рыночные исследования могут не выявить. Если говорить о координате пополнения запасов продуктов, то чем синхронизированнее деятельность розничного магазина, дистрибьютора и поставщика, тем больше все они могут снизить запасы хранящихся товаров и капитальные издержки. [c.491]