При проектировании новых технологических процессов имеются широкие возможности выбора вариантов технологического процесса, структурной схемы процесса, технологической оснастки, повышения уровня типизации технологического процесса, механизации и автоматизации производства. Поэтому в ходе выполнения тем технологических дипломных проектов первого направления экономическое обоснование выбора технических решений имеет исключительную важность. [c.13]
Пусть на стадии конструкторской подготовки производства разработан ряд вариантов проекта конструкции. Среди этих вариантов находим наилучший. Для выбранного варианта проекта конструкции разрабатываем ряд вариантов проекта технологического процесса. Среди них снова ищем лучший. Таким образом, решены две задачи задача выбора варианта проекта конструкции нового изделия и задача выбора варианта технологического процесса его производства. Теперь предположим, что для каждого из вариантов проекта конструкции разработан ряд вариантов технологических процессов. Решаем совместную задачу (выбора варианта проекта конструкции и технологического процесса. Решения задач в первом и втором случаях могут не совпасть, так как число возможных вариантов во втором случае гораздо больше, чем >в первом. Следовательно, правильно можно решить задачу только при комплексном выборе конструкторских и технологических проектных вариантов. Это прямые связи между двумя рассматриваемыми процессами экономического анализа. [c.39]
При выборе варианта технологического процесса изготовления типовой детали требуется ее годовая программа (Nr), которую [c.167]
Ш Содержание и основные этапы технологической подготовки производства ШЗ Технологическая унификация и стандартизация ЕЮ Выбор варианта технологического процесса Ш [c.41]
ВЫБОР ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА [c.44]
В книге рассматриваются теоретические предпосылки и методы экономического обоснования выбора варианта технологического процесса сварки. Изложена методика расчета капитальных вложений и эксплуатационных расходов. Освещаются способы обоснования выбора рода тока, системы питания сварочных постов током и типа сборочно-сварочных приспособлений. Показаны методы установления областей экономически эффективного применения различных способов сварки и экономического анализа технологичности сварных конструкций и соединений приведены примеры расчетов. [c.2]
Задачи экономического анализа проектируемых технологических процессов сварки. Выбор варианта технологического процесса предполагает определение наиболее экономичного оборудования и рациональных режимов его работы для изготовления продукции данного вида, а также установление эффективной последовательности выполнения отдельных технологических операций. Выбору экономичного варианта процесса сварки должен предшествовать экономический анализ преимуществ и недостатков возможных вариантов решения поставленной технологической задачи. [c.7]
Приступая к обоснованию выбора варианта технологического процесса, нужно прежде всего правильно решить вопрос о том, [c.10]
Расчету нормированного времени на годовую программу предшествует пооперационное нормирование его на единицу изделия. В зависимости от задач, решаемых при выборе варианта технологического процесса, нормирование может быть детальным и укрупненным. [c.37]
Экономию на условно-постоянных расходах при выборе вариантов технологических процессов нужно учитывать лишь в тех случаях, когда внедрение прогрессивной технологии позволяет ликвидировать узкое место предприятия и увеличить товарную продукцию завода. Чаще всего при сопоставлении эксплуатационных расходов по вариантам ограничиваются учетом только переменной их части. Условно-постоянные расходы не учитываются. Если сравниваемые варианты сварки могут осуществляться путем догрузки уже имеющегося в цехе оборудования и использования наличных производственных площадей, то можно не учитывать амортизацию и ремонт сварочного оборудования и технологической оснастки, а также затраты по использованию помещения. 62 [c.62]
ВЫБОР ВАРИАНТОВ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СВАРКИ [c.256]
Как осуществляется выбор варианта технологического процесса, если имеется не более двух вариантов технологии [c.171]
Одним из факторов повышения эффективности подготовки производства новой продукции является экономическое обоснование (выбор) варианта технологического процесса. Чем больше годовая программа выпуска продукции, тем меньше будут удельные затраты (на единицу продукции) на технологическую и организационную подготовку — на проектирование и изготовление нового специализированного оборудования, средств автоматизации, технологической оснастки и инструмента. С увеличением годовой программы выпуска продукции более основательно отрабатывается конструкция продукции, повышается ее надежность, технологичность и улучшаются другие показатели качества. [c.155]
Выбор варианта технологического процесса осуществляется только на основе тщательных экономических обоснований, учитывающих внешние и внутренние факторы в настоящем и будущем. Эти методы изложены в курсах Экономическая теория , Экономика предприятия , Управленческие решения и др. Предварительно критическую (эффективную) программу выпуска деталей (NK ), при которой два рассматриваемых варианта технологических процессов имеют примерно одинаковую экономическую эффективность, можно определить по следующей формуле (обозначения символов приведены в формуле (6.1)) [c.156]
При выборе варианта технологического процесса обработки экономической информации используют две группы показателей оценки эффективности показатели достоверности получения и обработки информации и показатели трудовых и стоимостных затрат на проектирование системы и обработку информации. [c.147]
Заключительной операцией служит Выбор варианта технологического процесса и разработка технологической документации (П6). Выполнение данной работы основывается на содержании технического задания, требовании гостов и остов на техно-рабочий проект (Д6.1). В результате получают совокупность технологических и инструкционных карт (Д6.2). [c.155]
| Рис. 7.4. Технологическая сеть выбора варианта технологического процесса обработки данных в ЭИС | 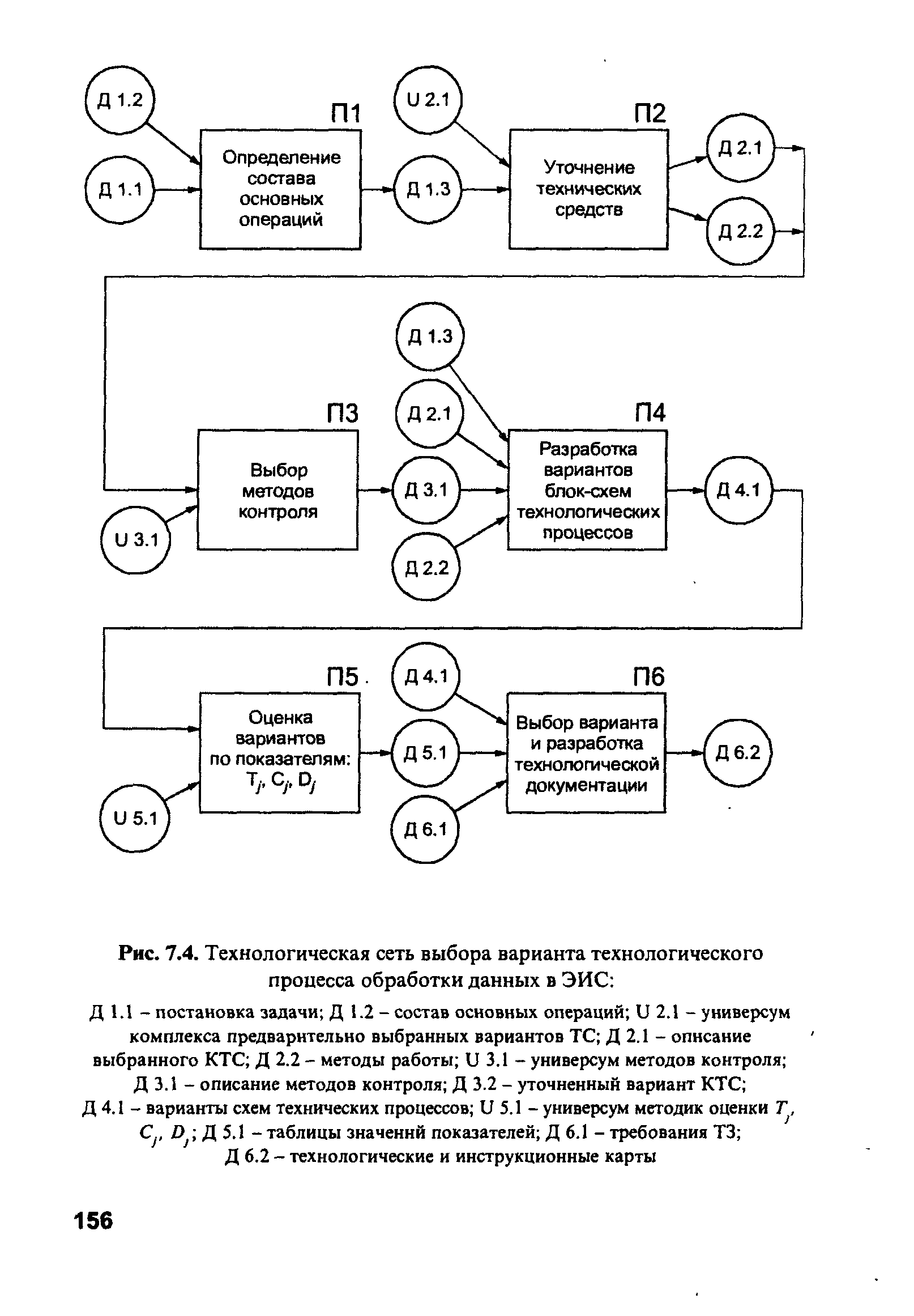 |
С учетом результатов стоимостной оценки вариантов технологического процесса (текущих функционально необходимых затрат) и капитальных вложений по вариантам выбирается наиболее эффективный вариант. Основным критерием выбора служит максимум народнохозяйственного эффекта. [c.281]
Сравнение вариантов технологических процессов может осуществляться на основе показателей качества, точности обработки, условий труда, производительности и др. Однако с точки зрения технико-экономического обоснования выбора наивыгоднейшего варианта технологического процесса важнейшее значение имеет показатель минимума приведенных затрат. Наилучшим в этом случае вариантом будет тот, который соответствует условию [c.13]
Говоря о перспективах автоматизации проектирования новых изделий, следует объединять автоматизацию. конструкторской и технологической подготовки производства в одну систему и рассматривать их IB тесной связи друг с другом. При этом открываются возможности провести Сравнение и оценку не только вариантов проектов конструкции нового изделия, но и соответствующих им вариантов технологических процессов, что значительно расширяет возможности выбора наиболее экономически эффективных проектных вариантов новых изделий. Разработка таких систем — дело, конечно, будущего. [c.16]
Булева переменная уц равна единице, если для производства нового изделия выбран /-и вариант проекта его конструкции и 1-й вариант технологического процесса его производства. В этом случае линейная модель выбора вариантов будет такой. [c.127]
Итак, в данном случае задача экономического анализа проектных вариантов технологических процессов производства нового изделия решалась дважды без учета и с учетом ограничивающих условий. Это дало возможность выявить влияние ограничивающих условий на выбор проектного варианта. При наличии других ограничивающих условий нужно выявлять и их влияние на выбор вариантов. Нужно проанализировать влияние изменения лимитов каждого из дефицитных ресурсов в отдельности, групп ресурсов и всей их совокупности. Такой многосторонний экономический анализ проектных вариантов новых изделий необходим конструкторам и -технологам для окончательного решения вопроса о выборе проектного варианта. Окончательно был решен вопрос о выборе наилучшего варианта технологического процесса производства нового изделия в приведенном примере только после того, как был исследован вопрос о строительстве дополнительной производственной площади. Оказалось все-таки, что наиболее выгодным является вариант, выбранный с помощью ЭВМ. [c.207]
В тех случаях, когда в различных вариантах применяются различные по характеру заготовки, оборудование, технологическая оснастка и т. д. и соответственно рабочие разной квалификации, для выбора наиболее экономичного варианта необходимо подсчитывать в каждом из них себестоимость изготовления. Наименьшая себестоимость детали, узла или агрегата при обеспечении заданных технических условий определит наиболее экономичный вариант технологического процесса. [c.121]
Выбор оптимального варианта технологического процесса и его оснащения производится с учетом различных условий производства — степени его устойчивости, серийности, сложности и ответственности операций технологического процесса. [c.242]
Области применения укрупненных расчетов эксплуатационных расходов. Точность расчетов эксплуатационных расходов, как и любых экономических расчетов, должна быть достаточной, но не излишней. Часто можно ограничиться укрупненным, приближенным расчетом, например, когда надо быстро произвести оценку относительной эффективности вариантов технологических процессов, при определении технологичности сварных конструкций, при выборе принципиальной технологии на ранних стадиях проектирования, когда выясняется, при каких условиях станет эффективным данный технологический процесс. Приближенные расчеты должны применяться для определения экономической эффективности организационно-технических мероприятий, для определения затрат на изготовление сборочно-сварочных приспособлений с целью выбора наиболее эффективного из них, для целей определения величины фактической экономии от ранее внедренных технологических процессов и фактической их эффективности. [c.77]
Порядок расчетов при выборе предпочтительного варианта технологического процесса приведен в гл. XV. [c.102]
В качестве примера осуществим выбор ресурсосберегающего технологического процесса, состоящего из пяти операций (см. задание № 1), каждую из которых можно выполнить двумя способами. Для этого рассчитаем объем производства по каждой операции, при котором сравниваемые варианты экономически равноценны, построим графики изменения технологической себестоимости, определим зоны с наименьшими затратами, а далее исходя из заданного объема производства (производственной программы) определим технологическую себестоимость с минимальными затратами используемых ресурсов. [c.165]
Таким образом, выбор оптимального варианта технологического процесса можно свести к выбору маршрута в заданном ориентированном графе, имеющем минимальную суммарную технологическую себестоимость. [c.168]
Лабораторная работа выполняется в два этапа. На первом этапе студенты знакомятся с основными теоретическими положениями, методикой расчета технологической себестоимости и выбором оптимального варианта технологического процесса. На втором этапе в соответствии с полученным вариантом задания (см. задания по технологическим процессам) производят расчеты технологической себестоимости, строят графики (см. рис 14.1 или 14.2) в соответствии с заданной программой, выбирают варианты технологических процессов по каждой операции, рассчитывают себестоимость единицы продукции. [c.171]
При выборе варианта технологического процесса изготовления каждой типовой детали нужна годовая программа, которую определяют исходя из трудоемкости всех типовых деталей рассматриваемой типогруппы, закрепленных за данным участком [c.115]
Б а р т а ш е в Л. В. Определение эффективности и выбора варианта технологических процессов. В сб. Экономическая эффективность капиталовложений и новой техники . № 2. МДНТП, 1963. [c.300]
Одним из условий рациональной технологической подготовки производства является правильный выбор вариантов технологических процессов. Это обусловливается тем, что современная техника позволяет изготовить одну и ту же продукцию разными методами и с разной экономической эффективностью. Так, детали машин изготовляются методами литья, ковки и горячей штамповки с последующей механической обработкой. Эти процессы с успехом заменяются холодной штамповкой в сочетании со сваркой (штампо-сварные, сварно-кованые, сварно-литые детали) и т. п. Выбирая из нескольких возможных вариантов наиболее приемлемый, технолог должен найти оптимальное решение. Для этого применяется экономический анализ технологических решении. [c.102]
Для выбора того или иного варианта технологического процесса пронормируем второй вариант, т. е. выделение каждого перехода в отдельную операцию. При условии использования того же оборудования и режущего инструмента величина основного времени для сверления остается без изменения, т. е. Та = 0,76 мин. [c.87]
Закрепление номенклатуры, деталей за поточно-групповыми, гибкими или маршрутными участками — это исходный момент для выбора состава станочного парка. Из каждой типогруппы деталей, закрепленных за производственным участком, выбирается наиболее сложная деталь, на которую как на типовую разрабатывают разные варианты технологического процесса ее изготовления. Так как за каждым поточно-групповым и гибким участками закрепляют детали только одной типогруппы, то состав их оборудования определяется соответствующей типовой деталью. За маршрутным участком закрепляются детали разных типогрупп, поэтому каждый вариант изготовления разных типовых деталей должен осуществляться по одному типовому технологическому маршруту, в который должны вписываться технологические процессы их изготовления. При этом одноименные операции технологических процессов базируются на одном и том же технологическом оборудовании. [c.167]
Себестоимость машиночаса литейного оборудования и маши-нокоэффициенты. Выбор наиболее экономичного варианта технологического процесса получения отливок часто бывает связан с необходимостью определения себестоимости машиночаса литейного оборудования. [c.203]
Нмаш — норма машинного времени на одну деталь Смч — себестоимость 1 ч работы механизированного приспособления, применяемого при резке Я — годовая производственная программа. Полученную величину можно сопоставить с другими вариантами технологического процесса и в зависимости от направленности знака неравенства решить вопрос о выборе оптимального из них. [c.255]
Сравнительная оценка вариантов технологического процесса сварки производится на базе определения первоначальных затрат при каждом из них и годовых эксплуатационных расходов. Однако до проведения таких расчетов необходимо проанализировать сравниваемые варианты с точки зрения производственных преимуществ и недостатков каждого из них. При этом должны быть экономически обоснованы такие технические решения, как проектируемая схема разбивки конструкции на секции и блоки, выбор заготовок и свариваемых материалов, применение сборочно-сварочных приспособлений и др. Такая комплексная технико-экономичегкая оценка сравниваемых вариантов способствует правильному решению задачи и исключит возможность принятия недостаточно обоснованного варианта. [c.271]
Пример 1, Выбор экономически наиболее э ф ф е к тивного вар и. а нта приварки деталей (внешнего и внутреннего насыщения) установки для про-мышле-нного получения синтетического к а у-Ч у к а. Сопоставляются три варианта технологического процесса [c.21]
Смотреть страницы где упоминается термин Выбор варианта технологического процесса
: [c.10] [c.21] [c.23] [c.131] [c.10] [c.115] [c.11] [c.154]Смотреть главы в:
Организация производства -> Выбор варианта технологического процесса