Из приведенных определений следует, что технологическая операция обработки данных методологически интерпретируется [c.68]
Однако внутреннее содержание технологических операций проектирования и обработки данных различны. Так, результатом технологической операции проектирования должно быть проектное решение (решения), а технологической операции обработки данных — информация для принятия управленческих решений. [c.68]
Для каждой проектируемой СМОД должен быть разработан свой технологический процесс обработки данных. Такой процесс представляет собой взаимосвязанную совокупность технологических операций обработки данных, относящихся к вышеописанным классам. [c.80]
Под технологической картой обработки информации будем понимать документ, содержащий описание одной или нескольких взаимосвязанных технологических операций обработки данных. [c.82]
В соответствии с приведенным ранее определением технологической операции обработки данных в технологической карте по каждой операции должны быть приведены описания входа, выхода, преобразователя и используемых ресурсов и средств. [c.82]
Описание входа (выхода) должно включать идентификаторы информационных образований, являющихся входом (выходом) соответствующей технологической операции обработки данных, и ссылки на техническую документацию, в которой приводится их полное описание. Описание преобразователя представляет собой инструкцию (инструкции) по выполнению работ, в случае когда ЭВМ не используется, или инструкцию (инструкции) и идентификатор программы (идентификаторы программ), а также ссылку на техническую документацию, в которой приводится полное описание этих программ, в случае когда ЭВМ используется. При этом должны быть указаны потребные ресурсы (трудоемкость, машинное время и др.) и средства вычислительной техники. [c.82]
Приведите определения технологической операции обработки данных. [c.85]
Приведите классификацию технологических операций обработки данных по типу процесса. [c.85]
Приведите классификацию технологических операций обработки данных в соответствии со способом их программной реализации. [c.85]
Технологические операции обработки данных [c.144]
| Рис. 7.2. Схема классификации технологических операций обработки данных | 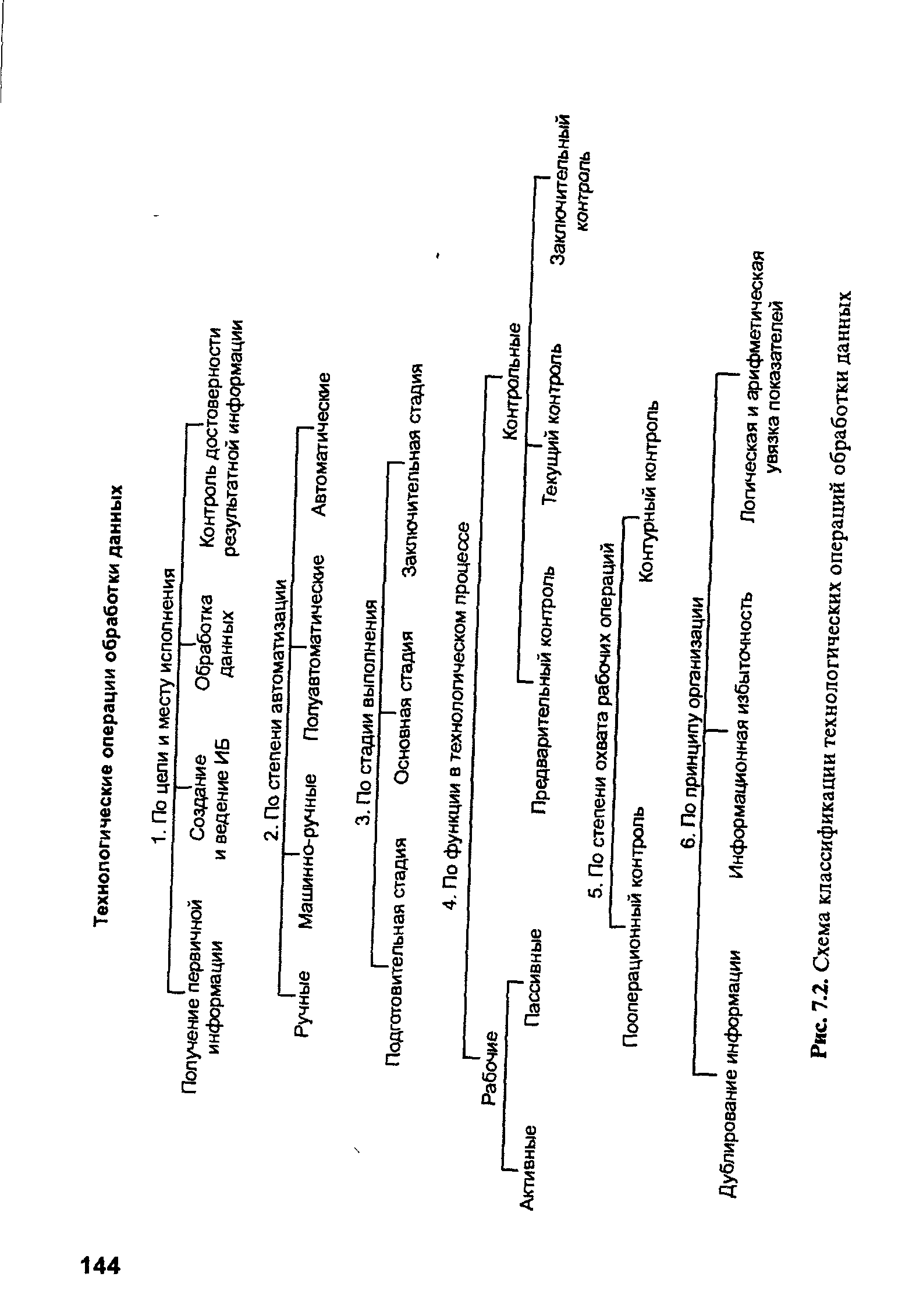 |
Расчет технических норм расхода вспомогательных материалов, потребляемых при выполнении технологических операций обработки или сборки деревянных изделий (клея, шлифовальных и отделочных материалов), производится на основании данных технологических процессов и удельных норм расхода материалов, установленных на единицу поверхности (см, стр., 112 — 117 , 3 [c.35]
Последняя технологическая операция проектирования — с преобразователем Я9—служит для формирования технологической сети обработки данных D2s и соответствующих разделов технорабочего проекта (D2e). [c.85]
СПОСОБ ДОКУМЕНТИРОВАНИЯ ХОЗЯЙСТВЕННЫХ ОПЕРАЦИЙ АВТОМАТИЗИРОВАННЫЙ - регистрация информации о фактах хозяйственной жизни экономического субъекта в автоматизированном режиме, обеспечивающая получение или документа на машиночитаемом носителе или документа на бумажном носителе и данных на машиночитаемом носителе. Автоматизированный способ в общем случае включает участие человека в технологическом процессе обработки данных (в отличие от автоматического способа, где участия человека нет). [c.265]
Принцип единства содержания технологического процесса предусматривает необходимость достаточной информации о состоянии данного предмета производства (формы, размеров, особых требований) перед началом его обработки в данном цехе. Удобно эту информацию осуществлять в виде эскиза заготовки с последней технологической операции, которая выполнялась в предыдущем цехе. Даже получая материал со склада, рабочий должен иметь необходимую информацию в технологической карте о его размерах, предельных отклонениях, сроке пригодности, цвете и т. д. В начале технологической карты должно быть указано, откуда (из какого цеха) поступает заготовка или материал, а в конце — куда (в какой цех) заготовка направляется. [c.66]
Конкретная маршрутная карта может оставаться единственным документом, полностью определяющим технологический процесс по данному виду обработки. Тогда технологические операции должны быть описаны с достаточной полнотой и подробностью для осуществления технологического процесса на рабочих местах. В этом случае она становится маршрутно-операционной картой. Если возникает необходимость указания режимов обработки для определения расчетно-технических норм времени, дифференциации технологического процесса, параллельно с маршрутной картой разрабатывают операционную карту (ОК). В этом случае в маршрутной карте приводят только ссылки на ОК, т. е. указывают номера цехов, номера, наименования или краткое содержание операций, оборудование и инструменты. Операционную карту размещают в том же комплекте документов, как дополнение к маршрутной карте. [c.75]
Основным временем называется время, в течение которого производится выполнение данной г -й операции изготовляемой детали (изменение ее формы, размеров, структуры и свойств материала, внешнего вида и т. д.), являющееся непосредственной целью данной технологической операции. Оно может быть машинным, машинно-ручным и ручным. При механической обработке деталей основное время обычно сводится к машинному времени /маш t. [c.35]
После проведения классификации деталей разрабатывается групповой технологический процесс, который представляет собой совокупность групповых технологических операций, обеспечивающих обработку деталей данной группы по общему технологическому маршруту. [c.297]
Внедрение ЭВМ в практику планирования требует и более строгой регламентации планового процесса. Применение ЭВМ не только открывает новые возможности, но и диктует необходимость соответствующей перестройки технологии планирования с учетом специфических особенностей и требований машинной обработки информации. Сложность решения технологических проблем многократно возрастает в связи с тем, что в процессе планирования процедуры обработки данных, которые могут и должны быть переданы ЭВМ, сочетаются с принципиально неформализуемыми процедурами принятия решений, которые всегда были и останутся в компетенции человека. Перестройка технологии планирования представляет в этом смысле переход не к автоматической, а к автоматизированной технологии решения плановых задач при рациональном распределении соответствующих операций и процедур между человеком и машиной. Очевидно, что содержание, последовательность и формы такого перехода нуждаются в глубоком теоретическом обосновании и разработке хорошо продуманных организационно-технических мероприятий, а также мероприятий по подготовке, переподготовке и повышению квалификации кадров плановых работников. [c.28]
Основу новой информационной технологии составляют распределенная компьютерная техника, дружественное программное обеспечение и развитые коммуникации. Принципиальное отличие новой информационной технологии состоит не только в автоматизации процессов изменения формы и местоположения информации, но и в изменении ее содержания. В связи с этим можно говорить о двух подходах внедрения новой технологии в налоговую структуру. В первом случае информационная технология приспосабливается к существующей организационной структуре и происходит лишь модернизация сложившихся методов работы. При этом коммуникации развиты слабо и комплекс технологических операций охватывает только локальные рабочие места. Этот подход сводит к минимуму степень риска от внедрения, т. к. затраты минимизированы и организационная структура не меняется. Происходит слияние функций сбора и обработки информации с функцией принятия решений. Во втором случае организационная структура изменяется таким образом, чтобы информационная технология дала наибольший эффект. Характерной чертой этого подхода является максимальное развитие коммуникаций и разработка новых организационных взаимосвязей, которые до этого были экономически нецелесообразны. Кроме того, появляется возможность расширения системы в соответствии с потребностями организации и имеющимися ресурсами. При этом рационально распределяются архивы данных, снижается объем циркулирующей информации и достигается эффективность работы каждого управленческого уровня. Для обоих подходов характерно изменение в использовании технических средств, связанное с совмещением техники с рабочим местом пользователя, тем самым ликвидируется разрыв между информационной и организационной структурой. Персональные компьютеры, являющиеся основой новой информационной технологии, позволяют интегрировать информационные процессы в различных учреждениях. За счет универсальности используемых технических средств обеспечивается технологическая, методологическая и организационная интеграция информационных систем в виде сети автоматизированных рабочих мест (АРМ). АРМ в налоговой системе — это комплекс технических модулей, объединенных между собой, обеспеченный программными средствами и способный [c.337]
В этой книге выражения пропорциональные и постоянные везде связаны с видом деятельности. Например, если работники заняты механической обработкой деталей изделий, которые предназначены для продажи, оплата их труда относится к продуктовым затратам (раньше мы их называли пропорциональными). Если же работники не получают заданий по заказам клиентов, то они бывают заняты дополнительными видами деятельности, например ремонтом, и оплата их труда относится к структурным затратам (раньше их называли постоянными, поскольку функция затрат содержит константу). Продуктовые (пропорциональные) затраты всегда рассматриваются применительно к единице продукции. Величину базового показателя в нормо-часах и данные об оплате труда основных производственных рабочих берут из заказов-нарядов, содержащих технологические карты с данными о нормах времени обработки и нападки. Оплата труда при других видах деятельности считается в бюджете вспомогательной и относится к организационно-структурным/постоянным затратам за период. Речь идет о работах по поддержанию порядка и чистоты, ремонтному и техническому обслуживанию собственного рабочего места, а также о времени в ожидании поступления заданий. Например, сборочные операции по производству некоего изделия относятся к продуктовым затратам. И неважно, идет речь о телевизорах, конфетах или рулетах. Если же работник находится в центре управления и наблюдает за показаниями приборов, то затраты по этому типу деятельности будут относиться к структурным затратам. Метод аналитического планирования затрат заключается в том, что непосредственно на МВЗ осуществляются их формирование и реализация в соответствии с разработанной технологической документацией. [c.221]
Методы работы, или методы труда, тесно связаны с развитием технологии и во многом ею определяются. Разработанный технологический процесс устанавливает те последовательные технологические операции и виды обработки, через которые проходит данное изделие в процессе изготовления, а также те виды оборудования, с помощью которых эти операции осуществляются. Это требует решения вопроса о том, какими методами и приемами можно наиболее эффективно выполнять уже заданные технологические операции. [c.368]
Усложнением данного вида задач является правильное измерение эффективности в сфере производства и сфере эксплуатации, правильная единая методическая основа расчета экономического эффекта при производстве и эксплуатации техники и возможность их сопоставлений. Хотя специализированное оборудование выполняет одну или ограниченное число функций или технологических операций, тем не менее эффект и другие показатели ее использования существенно зависят от условий производства, например номенклатуры обрабатываемых деталей, серийности, организации обслуживания. При обработке одних деталей эффект может быть высоким, при обработке других — низким или отрицательным. Например, при штамповке на прессовой линии поковок коленчатого вала экономический эффект составляет 0,656 р. по одной детали, а при штамповке на той же линии поковок балки оси могут быть потери до 0,213 р. по одной детали, поэтому эффект от применения универсального и специализированного оборудования рассчитывается как средняя величина эффектов, получаемых при разных условиях ее эксплуатации. Это обстоятельство значительно увеличивает объем [c.57]
Для описания технологического процесса реализации данного мероприятия все узкие группы оборудования, на которых предусмотрено снятие с обработки n-го количества i-x деталей, обозначены через ю а группы, которые могут принять на себя обработку дополнительного количества г -х деталей,— через Kj- Индекс к характеризует один из кодов мероприятия, по которому v-e операции обработки i-x деталей с узкой к-й группы оборудования могут быть переданы на широкие Kj-e. [c.99]
Примечания 1. Величины припусков даны на одну сторону. При подрезке или шлифовании торцов с двух сторон указанные в таблице величины припусков удваиваются. 2. Припуски даны для каждой операции независимо от того, является ли данная операция окончательной или после нее будет произведена последующая обработка. При этом припуски на подрезку установлены с учетом наличия отрезки для заготовок, а на шлифование торцов — при наличии подрезки. 3. Общий припуск на обработку торцовой поверхности равен сумме припусков на операции, включенные в технологический процесс на обработку данной торцовой поверхности. 4. Припуски даны с учетом правки заготовок перед подрезкой, а для закаливаемых деталей — также после термообработки. 5. Припуски на шлифование торцов даны одинаковыми для сырых и каленых деталей. [c.174]
Однако присущая данному случаю разная технологическая последовательность обработки деталей определяет необходимость одновременно начать процесс на всех станках, с которых начинаются первые операции. [c.164]
Проследим на примере данных табл. 39 порядок построения числовой модели календарного плана (табл. 40) для шести деталей с разнонаправленными технологическими маршрутами. На обработке этих деталей заняты следующие пять типов станков револьверный — Р, токарный — Т, фрезерный — Ф, шлифовальный — Ш и сверлильный — С. Последовательность технологических операций указана в таблицах подстрочными цифровыми индексами при величинах операционных трудоемкости обработки деталей. [c.164]
Под технологической операцией обработки данных (ТООД) будем понимать кортеж [c.68]
Технологическая сеть обработки данных (ТСОД) отображает технологический процесс обработки данных. ТСОД представляет собой совокупность взаимосвязанных по входам и выходам технологических операций обработки данных. Взаимосвязь ТООД определяется совпадением соответствующих компонентов их входа и выхода. В определении ТСОД заложен тот же принцип, что и в технологической сети проектирования. Это делает возможным распространение методологических принципов моделирования проектных работ и управления ими на технологический процесс обработки данных. Однако справедливо утверждение, что результатом некоторой технологической сети проектирования является технологическая сеть обработки данных. [c.68]
ТО — технологическая операция проектирования ТООД — технологическая операция обработки данных [c.242]
Технологическая операция обработки данных (ТООД) 68 Технологический процесс 13, 67 Технологические операции 158—59 [c.246]
И. Завершить выполнение технологических операций над данной деталью после обработки всех намеченных к выпуску в данном периоде деталей, причем если деталей с уходами и возвращениями будет не одна, а несколько, то пристраивать их к общему графику либо в порядке их возвращения на участок, либо наилулшим образом (в зависимости от выбранного критерия оптимальности). [c.114]
Технологический процесс ведения оперативного учета готовых изделий на снабженческих складах предприятия с использованием срока складского хранения заключается в проведении ряда работ в различных службах и подразделениях предприятия, получении машинных носителей информации в результате выполнения учетных и контрольных операций, обработки данных на ИВЦ, проведении расчетов и получении выходных машинограмм. Технологический процесс можно представить в виде основных процедур по оперативному учету покупных готовых изделий (табл. 3.7). [c.117]
Выполнение четвертой операции (П4) связано с разработкой укрупненного машинного алгоритма решения задач, реализующего внутримашинный технологический процесс обработки данных. [c.197]
Необходимо учитывать затраты, обусловленные подготовкой изготовления изделий (деталей), в частности затраты на составление технологического процесса обработки деталей на данном оборудовании, нормирование операций, а для станков с ЧПУ и промышленных роботов — еще дополнительно затраты на составление управляющих программ (программных карт) для пультов управления оборудования, отладку этих программ, изготовление программоносителя, внедрение управляющих программ. [c.163]
Таким образом, нормативы, рассчитанные на основе технологических данных и экспериментального использования оборудования, характеризуют лишь его предельные возможности. Соот ветствующие производственные функции будут описывать идеальное производство, в реальности же производительность и затраты могут сильно отличаться от нормативных. При этом существенное влияние оказывают организационные и социально-экономические факторы (в частности, система стимулирования производства) предприятие приложит все усилия для того, чтобы заготовки по размеру были тю возможности близки к деталялт, если оно будет заинтересовано в экономии металла рабочий будет стараться выполнять операции обработки, укладываясь в теоретические нормативы (в том числе будет повышать свою квалификацию), если он будет действительно заинтересован в этом. Кроме того, качество сырья, поступающего на предприятие, наличие запасных частей и многие другие сложные проблемы связаны с качеством планирования и дисциплиной поставок уже в масштабах народного хозяйства в целом. [c.107]
Just-in-time (JIT) — система оперативного управления запасами точно в срок целостная система управления (философия управления), согласно которой все ресурсы, включая материалы, персонал и оборудование используются таким образом, чтобы обеспечить непрерывный производственный процесс, характеризуется тем, что каждый компонент производится немедленно, как только потребуется для последующей технологической операции в таких системах предполагаются минимизация времени изделия в пути и минимальные запа сы сырья и материалов, комплектующих, и, следовательно, не требуются расходы по их хранению, все материалы поступают сразу в производство ( с колёс ) непрерывно-поточное производство данная система упрощает внутрифирменный учет, облегчает контроль запасов и, следовательно, позволяет больше внимания уделить обработке изделий, способствует сокращению затрат и рациональному использованию проич -Бедственных мощностей. [c.319]
Отклонения по заработной плате возможны при неудовлетворительном состоянии оборудования производстве операции на таком оборудовании, которое, согласно технологической карте, не имелось в виду для использования при обработке данного изделия перебоях в подаче энергии некондиционности материала, подвергающегося обработке подаче и обработке такого материала, качество, размеры и сорт которого не совпадают с данными технологической карты несоответствии вида и качества инструмента тем, которые нормально необходимы для обработки данного изделия на данном рабочем месте несвоевременной подготовке нарядов, материалов, инструментов несвоевременной наладке станков несоответствии разряда работы разряду рабочего и т.д. [c.236]
По классам реализуемых технологических операций АИТ рассматриваются по существу в программном аспекте и включают текстовую обработку, электронные таблицы, автоматизированные банки данных, обработку графической и звуковой информации, мультимедийные и другие системы1. [c.28]
Ускоряется общий процесс технологической обработки данных в распределенных (децентрализованных) системах обработки данных на базе ПЭВМ, работающих в режиме диалога. Ввод данных с клавиатуры позволяет повысить достоверность вводимой информации за счет визуального контроля на экране, применения логико-синтактического метода контроля, снизить затраты на проведение операций по формированию отдельных массивов и баз данных. [c.176]
Выжной процедурой технологического процесса обработки является также процедура преобразования данных. Она связана с рассмотренной выше процедурой ОВП, поскольку программа преобразования данных поступает в оперативную память ЭВМ и начинает исполняться после предварительной обработки управляющими программами процедуры ОВП. Процедура преобразования состоит в том, что ЭВМ выполняет в принципе типовые операции над структурами и значениями данных (сортировка, выборка, арифметические и логические действия, создание и изменение структур и элементов данных и т.п.) в количестве и последовательности, заданных алгоритмом решения вычислительной задачи, который на физическом уровне реализуется последовательным набором машинных команд (машинной программой). На логическом уровне алгоритм преобразования данных выглядит как программа, составленная на формализованном человеко-машинном языке - алгоритмическом языке программирования. ЭВМ понимает только машинные команды, поэтому программы с алгоритмических языков с помощью программ-трансляторов переводятся в последовательность кодов машинных команд. Программа преобразования данных состоит из описания типов данных и их структур, которые будут применяться при обработке, и операторов, указывающих ЭВМ, какие типовые действия и в какой последовательности необходимо проделать над данными и их структурами. [c.82]
Поскольку суммарная величина устраняемых перерывов на разных станках неодинакова, простое правостороннее или левостороннее смещение операционных сроков обработки деталей может привести по отдельным (лимитирующим) детале-операциям к явно абсурдному результату, при котором последующая операция по данной детали должна быть начата или окончена раньше предыдущей. В наибольшей мере подобные случаи возможны при обработке деталей с однонаправленными технологическими маршрутами и последовательном сочетании операций. [c.174]
Анализ данных табл. 5.6 показывает, что для формирования оптимального качества технологических процессов необходимо вмешательство в технологию покрытий почти на половине обследованных сервисных предприятий. На 38 % предприятий коэффициент технологической надежности финишной операции обработки деталей, восстановленных железнением, ниже нормативного. [c.193]