Статистический контроль качества — это такая система, с помощью которой на основе небольшой доли только что выработанной продукции осуществляется анализ ее качества. В зависимости от результатов анализа решают, какие меры следует предпринять для поддержания уровня качества в заданных пределах для всей продукции. Задачами статистического контроля являются обнаружение и предупреждение брака оперативная оценка качества выпускаемой продукции (одной или нескольких партий) определение качества продукции, произведенной за определенный отрезок времени (месяц, квартал, год) и оценка ее динамики. Статистический контроль позволяет сократить затраты, повысить надежность и точность контроля. Этим объясняется его широкое использование. [c.93]
Теория вероятностей устанавливает закономерности, согласно которым по свойствам, обнаруженным в пробах малого количества приборов, можно судить с достаточной степенью точности о свойствах всей партии изделий. Поэтому основными составляющими статистического контроля являются проба (выборка), фиксация результатов проверки выборки в рабочей карте статистического контроля и обработка полученных данных. Чем разнороднее качество приборов и выборка, тем больший разброс точек, отражающих размеры проб, будет на контрольном графике. Размеры выборки в электронной промышленности принимаются в пределах 5 — 25 изделий для стабильных контролируемых параметров - 5 или 10, для нестабильных — 10 или 20, 25 шт. [c.159]
Определение оптимальных размеров выборок и их периодичность имеют большое значение, так как от них зависят точность результатов статистического контроля, возможность выявления и устранения отклонения л технологическом процессе еще до появления брака. [c.159]
После получения статистических формуляров следует провести проверку полноты собранных данных, т.е. определить, все ли отчетные единицы заполнили статистические формуляры и значения всех ли показателей отражены в них. Следующим этапом контроля точности информации является арифметический контроль. Он основывается на использовании количественных связей между значениями различных показателей. Например, сумма значений компонентов не может быть больше итогового показателя. [c.22]
Статистические методы получили одно время (примерно в 1950—1955 гг.) некоторое распространение в нашей машиностроительной промышленности, но затем на ряде заводов были незаслуженно забыты. Впрочем дело здесь не столько в отсутствии внимания к этой прогрессивной форме организации технического контроля, сколько в предъявляемых ею высоких требованиях к технологической культуре предприятия. С одной стороны, статистический контроль может быть внедрен только после предварительного статистического обследования производственного процесса и ликвидации всех и всяких отклонений от нормального состояния оборудования технологической оснастки и контрольно-измерительных средств. С другой стороны, статистический контроль служит для своевременного и оперативного выявления и ликвидации возникающих в ходе производства неполадок. Ясно поэтому, что статистические методы не могли долго удержаться на заводах с низким уровнем технологической культуры, с частыми отступлениями от требований чертежей, технологических карт и инструкций, с оборудованием и оснасткой, вышедшими за пределы норм точности, и т. д. [c.91]
При этом, конечно, предполагается, что процесс в принципе может выдавать результат, удовлетворяющий спецификации. Производство металлического прутка диаметром 20 мм 0,2 мм на станке, который имеет допуск в 0,3 мм, возможно только при 100 % проверке, и ни статистический контроль процесса, ни статистический контроль качества помочь здесь не в силах. Основное требование состоит в том, чтобы допуск техпроцесса (точность производства) был меньше, чем допуск продукта (точность, которую требует покупатель). Разница между ними напрямую определяет сложность контроля процесса и необходимый для этого размер выборки. [c.258]
Для статистического анализа точности и стабильности технологических процессов и качества продукции существует множество разнообразных методов и способов обработки статистической информации об исследуемом объекте, но выбор одного из них осуществляется в зависимости от конкретной задачи. Статистический анализ точности и стабильности технологического процесса осуществляют специалисты, отвечающие за разработку нормативно-технической и методической документации на технологические процессы, совместно с технологами цеха (участка), отделом технического контроля, технической службой или статистической лабораторией (бюро, группой). [c.115]
Статистический контроль, 283 заключение, 446 точности, 445 [c.955]
Полнота и точность аналитических выводов зависит в значительной мере от исходной информации, которая, в свою очередь, опирается на достоверность учета, контроля, уровня оснастки и состояния контрольных приборов, технической, статистической и бухгалтерской документации. [c.38]
Таблично-перфокарточная форма представляет серьезный шаг вперед в совершенствовании бухгалтерского учета. Отличительными особенностями ее являются механизация и во многом автоматизация учетного процесса отсутствие чередования ручных и машинных записей абсолютное совпадение синтетического и аналитического учета благодаря их ведению по данным одних и тех же перфокарт сокращение сроков составления отчетности улучшение качества учета вследствие повышения точности расчетов повышение производительности труда учетных работников освобождение счетных работников от технической (расчетной и регистрационной) работы и предоставление им большей возможности заниматься контролем и анализом хозяйственной деятельности сочетание оперативно-технического, статистического и бухгалтерского учета, а также планово-экономических расчетов, показатели которых получаются при помощи единого носителя информации — перфокарт. Автоматизированная форма бухгалтерского учета является функциональной подсистемой АСУП. Сущность этой формы состоит в формировании в памяти ЭВМ всех учетных регистров и в выводе их на печать. Но применение ЭВМ дает возможность автоматизировать не только учетную регистрацию и изготовление бухгалтерских регистров, но и всех процессов сбора, хранения, передачи, обработки и использования бухгалтерской информации, начиная с фиксации исходных данных и заканчивая составлением баланса и отчетности. [c.62]
Таблично-перфокарточная форма представляет серьезный шаг вперед в совершенствовании бухгалтерского учета. Она имеет следующие отличительные особенности механизация и во многом автоматизация учетного процесса отсутствие чередования ручных и машинных записей абсолютное совпадение синтетического и аналитического учетов благодаря их ведению по данным одних и тех же перфокарт сокращение сроков составления отчетности улучшение качества учета вследствие повышения точности расчетов повышение производительности труда учетных работников освобождение счетных работников от технической (расчетной и регистрационной) работы и предоставление им большей возможности заниматься контролем и анализом хозяйственной деятельности сочетание оперативно-технического, статистического и бухгалтерского учета, а также планово-экономических расчетов, показатели которых получаются при помощи единого носителя информации — перфокарт. [c.63]
Условиями внедрения статистических методов контроля качества являются массовость, непрерывность процесса производства данной продукции стабильность и точность технологических процессов оснащенность их высокопроизводительными контрольно-измерительными приборами строгая технологическая дисциплина достаточная изученность технологического процесса и установление признаков, по которым принимаются решения о необходимости его корректировки. [c.159]
Поскольку методология составления платежных балансов по схеме МВФ требует совпадения итогов кредитовых и дебетовых записей, развивающиеся страны в этих целях широко пользуются статьей Ошибки и пропуски . Посредством ее валютные власти ряда стран покрывают статистические неточности или ошибки первичного учета. Поэтому по указанной статье зачастую проходят значительные суммы, не отражающие реального положения международных расчетов развивающихся стран и искажающие достоверность их платежных балансов. В связи с этим МВФ считает, что платежный баланс составлен удовлетворительно, если сумма, проходящая по указанной статье, не превышает 10% экспорта или импорта данной страны (в расчет принимается большая из этих величин), исчисленных на базе валютных платежей. Большое сальдо по статье Ошибки и пропуски свидетельствует о том, что платежный баланс составлен с существенными погрешностями. Однако даже небольшое сальдо рассматриваемой статьи не является гарантом точности, так как если сделка целиком минует платежный баланс (например, контрабанда), данные его будут неточны, но неравновесия, которое нужно устранять статьей Ошибки и пропуски , не возникнет. Величина этой статьи связана также с состоянием валютного контроля в стране и статистики. В целом данные платежных балансов развивающихся стран зачастую менее достоверны, чем в развитых странах. [c.170]
Аудиторская организация может проверить точность отражения в бухгалтерском учете сальдо и операций по счетам или проверить средства системы контроля сплошным образом, если число элементов проверяемой совокупности настолько мало, что применение статистических методов не является правомерным, либо если применение аудиторской выборки является менее эффективным, чем проведение сплошной проверки. [c.259]
В 1970 г. на заводе создана лаборатория статистического регулирования технологических процессов и контроля, являющаяся методическим центром по исследованию и внедрению в производство статистических методов анализа качества продукции и точности производственных процессов. [c.105]
УЧЕТ ХОЗЯЙСТВЕННЫЙ — система наблюдения, регистрации и контроля за производством, распределением и использованием ресурсов (материальных, трудовых, финансовых). Его данные позволяют определить объемы, качество и себестоимость продукции (работ, услуг), уровень производительности труда и рентабельности, использования производственной мощности, рабочей силы и других ресурсов предприятия (цеха, фирмы, ассоциации и т. п.). Его основные виды учет оперативный (оперативно-технический), статистический и бухгалтерский, которые в совокупности обеспечивают информацией для принятия управленческих решений. Для успешного выполнения задач, стоящих перед У. х., необходимо, чтобы он отвечал соответствующим требованиям. Такими требованиями являются охват всех сторон производственно-хозяйственной и финансовой деятельности предприятия и его подразделений, других объектов сопоставимость показателей учета (плановых, отчетных), унификация методов их расчета, необходимая для сводки данных как в пределах участка, цеха, предприятия, так и отрасли и народного хозяйства своевременность, точность, ясность, объективность, доступность, полнота и экономичность. Рее показатели учета должны правильно отражать действительность, быть сопоставимыми для изучения их динамики, сравнения и обобщения в отраслевом и территориальном разрезе. Они [c.292]
Информационная математическая модель контроля, основанная на информационно-статистическом подходе, позволяет рассчитывать планы СПК для массового и крупносерийного производства, учитывающие объем контролируемой партии, а также требования поставщика и потребителя одновременно. Она обладает большей точностью, чем методы, основанные на использовании распределения Пуассона, что повышает точность и надежность результатов контроля, снижает риск потребителя. [c.145]
III. Оценка труднодоступных для непосредственного наблюдения и измерения параметров системы. Восстановление возраста археологической находки по ряду косвенных признаков прочности бетона с помощью косвенных (неразрушающих) методов контроля (например, по отношению диаметров отпечатков на поверхности испытуемого образца бетона и на воздействующем на него эталонном молотке [161) денежных сбережений семьи по ее доходу (в среднедушевом исчислении) — во всех этих ситуациях исследователь вынужден иметь дело с показателями, труднодоступными для непосредственного измерения (они выделены в тексте курсивом). Очевидно, для того чтобы иметь принципиальную возможность статистически выявить связь, существующую между труднодоступным показателем у и косвенно связанными с ним, но легко поддающимися наблюдению и измерению признаками Л (1), (2),. .., х(р исследователю необходимо располагать исходными статистическими данными вида (В.1), которые получают с помощью специально организованного контрольного эксперимента или наблюдения [161. После того как эта связь выявлена (и оценена степень ее точности), она используется для косвенного определения значений труднодоступных показателей лишь по значениям объясняющих переменных х(1 х(2 . .., х( . [c.28]
Выбор объектов для внедрения статистических методов осуществляют, как правило, службы и подразделения, отвечающие за разработку нормативно-технической и методической документации на технологические процессы, совместно с отделом технического контроля, технической службой или статистической лабораторией (бюро или группой). При выборе объектов необходимо учитывать, что статистические методы управления качеством продукции наиболее целесообразно использовать при контроле или испытаниях, связанных с разрушением продукции, при контроле или испытаниях, которыми нецелесообразно или невозможно охватить весь объем продукции, например, в штамповочных цехах на операциях, выполняемых в автоматических режимах, при обработке продукции на поточных линиях, в крупносерийном и массовом производстве. При отсутствии практического опыта по внедрению статистических методов управления их следует внедрять на самой простой продукции, потом уже, после накопления практического опыта, уверенности и знаний, следует переходить на более сложную продукцию. При выборе объектов в мелкосерийном и опытном производстве важнейшая задача состоит в систематической оценке точности технологического оборудования и рационального размещения индивидуальных заказов и работ на этом оборудовании. [c.113]
Высокие требования по ускорению вычислений и повышению их точности, предъявляемые к управлению строительным производством, имеют отношение и к бухгалтерскому, статистическому и оперативному контролю и регулированию производства, учету и анализу хозяйственной деятельности и др. [c.355]
Есть люди без внешнего контроля склонные к расслаблению, но есть и такие, кто и без руководящих указаний выполняет свою работу с излишним педантизмом, не считаясь с затратами. Из-за одной опечатки они заставляют перепечатывать документы. Расчеты они ведут с точностью до четвертого знака после запятой. Они вводят такие статистические формы, реальной потребности в которых нет. Этих педантов нельзя выпускать из поля зрения. Имеются ли необходимые приборы, используются ли они правильно — все это надо знать. Вместо использования множительного устройства некоторых стенографисток по старинке заставляют десять раз печатать одно и то же письмо. Или, наоборот, посылается фотокопия, когда из представительских соображений или из уважения к клиенту этого делать нельзя. Из удобства цифровые ряды обсчитываются мини-калькулятором вместо того, чтобы использовать специальную машину, находящуюся этажом [c.78]
Определение количества наблюдений при ФРВ. Структура затрат времени зависит от большого числа факторов, которые не поддаются полному контролю. Состав сменного фонда времени обычно существенно различается по сменам и рабочим местам. Поэтому для получения достоверных данных о структуре рабочего времени необходимо обоснование количества наблюдений. Обычно оно осуществляется на основе статистической теории выборки, исходя из заданной точности и достоверности результатов. [c.117]
Метрологический контроль МКХА проводят путем [12] внутри лабораторного оперативного контроля точности результатов МКХА внутри лабораторного статистического контроля точности результатов МКХА внешнего контроля качества работы аналитических подразделений. На рисунках 4, 5 6 представлены формы организации различных видов контроля с использованием СО. Выбор схемы контроля (см. рисунки 4 5 6) с применением СО определяется принятой в отрасли процедурой оценки показателей качества [c.39]
| Рисунок 5 - Формы организации метрологического контроля МКХА путем внутри лабораторного статистического контроля точности результатов с применением СО | 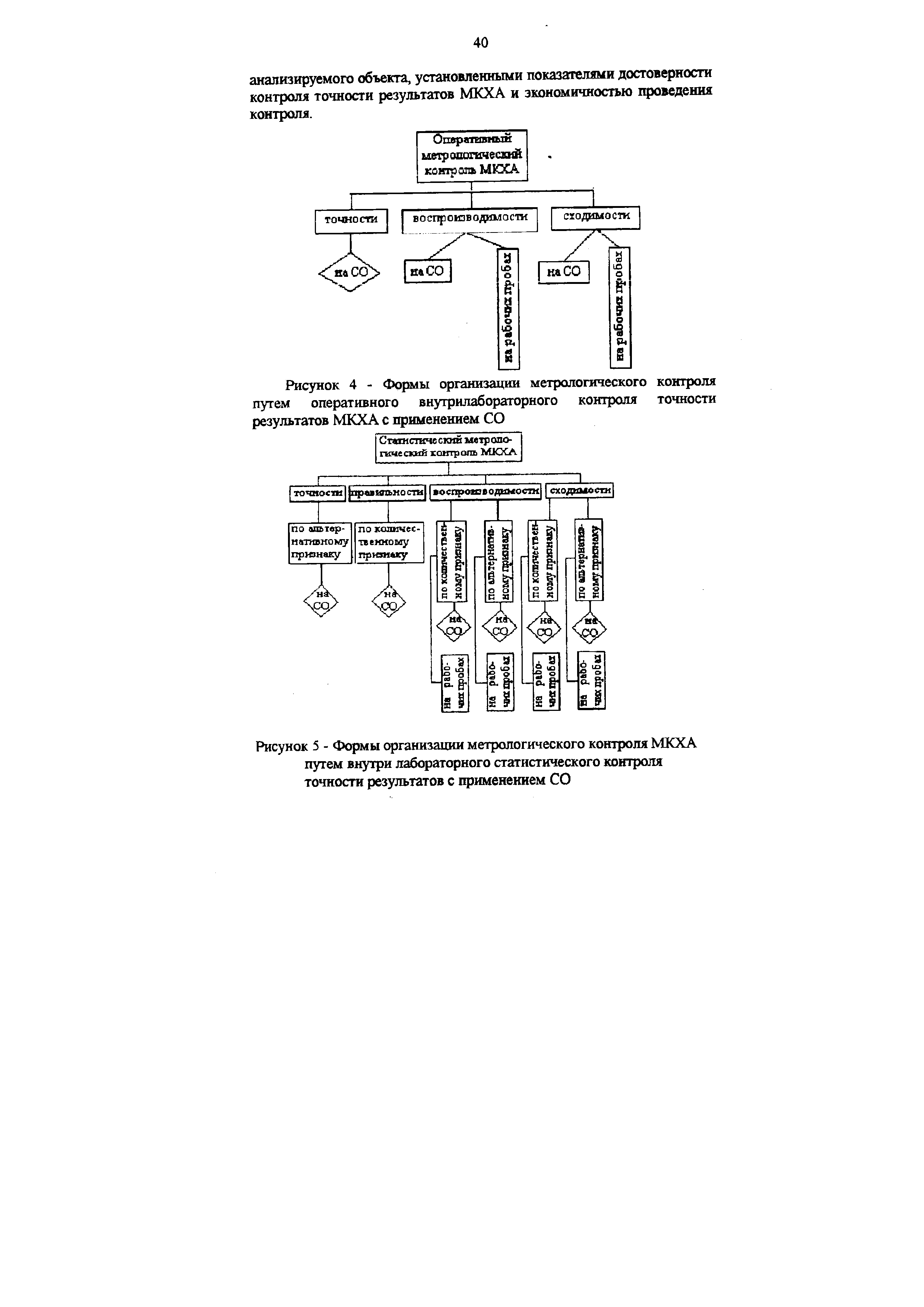 |
Основная целевая направленность книги — показать роль и место статистических методов в управлении качеством продукции. Рассмотрены основные применяемые на практике методы статистического обеспечения анализа точности и стабильности технологических процессов. Показана возможность использования этих методов в приемочном контроле, что особенно важно в условиях госприемки. Изложение материала иллюстрируется примерами, основанными на ситуациях, наиболее часто встречающихся на практике. [c.2]
Оборудование точной механики, тренировочное 44016 20,0 Оборудование для контроля физических параметров материалов промежуточного контроля контроля на электропрочность, короткое замыкание. и обрывы, контроля статистических параметров контроля на функционирование выходного контроля и разбраковки готовых изделий разбраковки по номиналам и группам точности оборудование и КИП для комплексных исследований и контроля поверхностей 44017 25,0 Оборудование электронной и ионной оптики 44018 20,0 [c.264]
Концепция ROP использует одну из старейших методик контроля и управления запасами, основанную на точке заказа (перезаказа) и статистических параметрах расхода продукции. Эта концепция применяется для определения и оптимизации уровней страховых запасов в целях элиминирования колебаний спроса. Эффективность концепции ROP в сильной степени зависит от точности прогнозирования спроса. [c.83]
Процесс построения этих программ осуществляется как эволюция программ, этим метод отчасти похож на генетические алгоритмы. Затем в полученную программу вносятся некоторые модификации с применением методов так называемых обобщающих преобразований, гарантирующих, что потомки будут описывать анализируемый набор данных не хуже, чем исходная "родительская" программа. Таким образом формируется популяция программ, конкурирующих в точности выражения исходной зависимости. Из популяции выделяются растущие, постепенно усложняющиеся генетические линии. Для контроля статистической значимости применяется рандомизированное тестирование. [c.130]
Следовательно, нужны такие методы, которые обеспечат требуемый уровень качества с точностью как при сплошном контроле, но при этом с легкостью и эффективностью, присущими выборочному контролю. Это — первые шаги в направлении статистического управления качеством (Statisti al Quality ontrol — SQ ). [c.70]