| Рис. 33. Меню для линий цикла. | 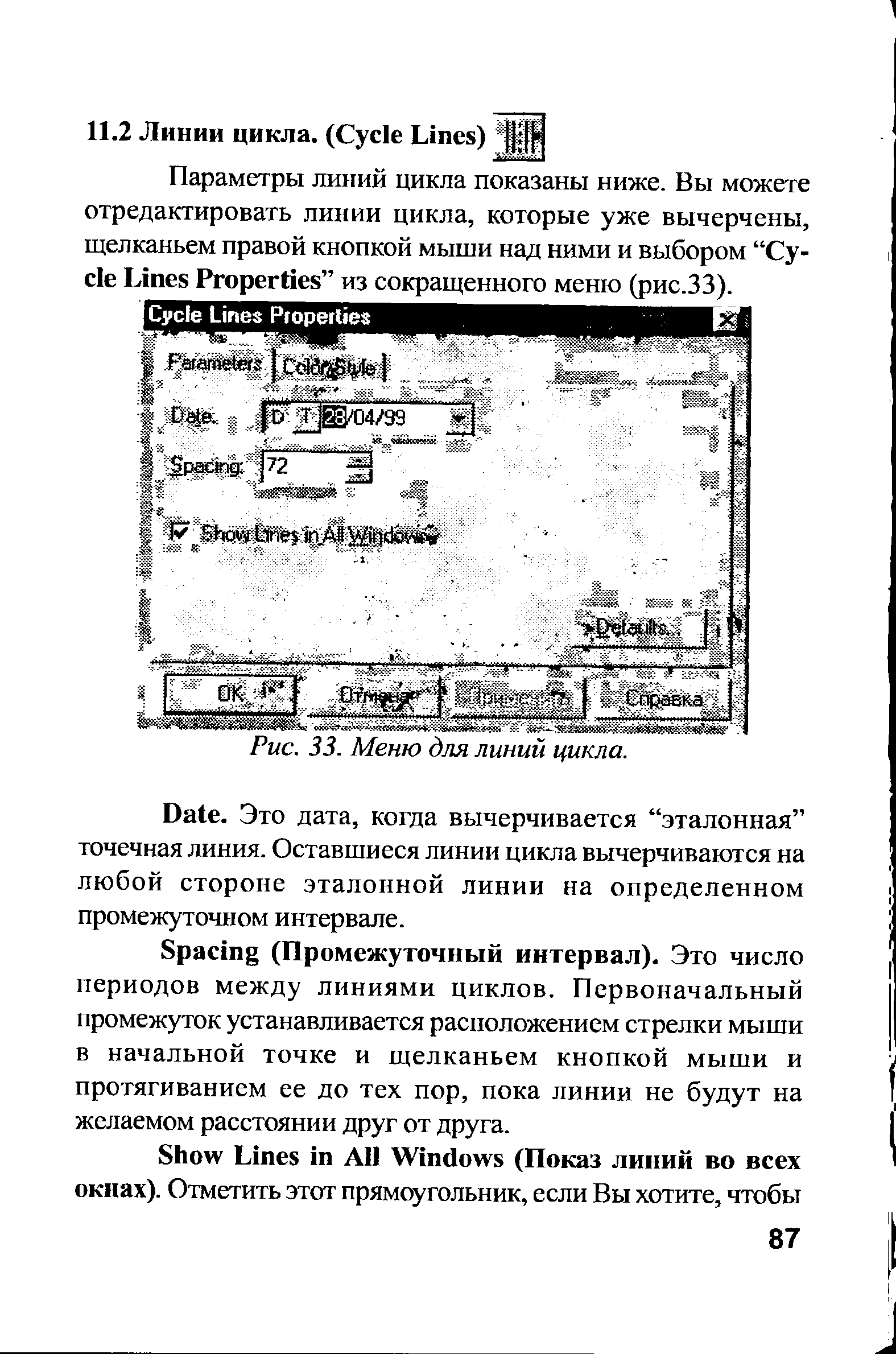 |
На многофункциональной линии рабочий последовательно обслуживает несколько станков, и работа на каждом станке будет продолжаться до тех пор, пока рабочий не выполнит свое задание в данный временной цикл. В результате за каждой деталью, попадающей на линию, следует другая деталь, причем строго по окончании отработки предыдущей. Такой метод называется поштучным производством. Эти преобразования дают следующие преимущества [c.124]
ЭЛЕМЕНТЫ НАУЧНО-ИННОВАЦИОННОГО ТРАНСФЕРТА — составная часть механизма передачи информации о нововведении и организации инновационного цикла на всех уровнях управления а) "коллектив продуктовой линии" — это внутриорганизационная, состоящая из различных специалистов группа, которая занимается нововведением по всей длине инновационной цепи (насколько это осуществимо в рамках отдельной организации) б) агентское или предпринимательское инновационное бюро — внешний предпринимательский орган, управляющий спланированным многими участниками инновационным процессом, связывающий исследования и производство и ведущий к формированию информационной инфраструктуры трансферта, в) патентные агентства — структура, в которой сосредотачивается международная технологическая информация и общие направления о внутренней инновационной политике изданный период времени г) национальная стратегия обращения информации, которая обслуживает цели национальной политики промышленного раз- [c.440]
Цикл работы оборудования задается дипломанту или рассчитывается им. Когда продолжительность цикла не задана, она обычно определяется путем построения соответствующей циклограммы работы (в линейном, круговом или другом исполнении). Если известен ритм работы системы машин (например, поточной линии), в которую входит данное оборудование, то цикл его работы принимается равным или кратным ритму. [c.44]
К числу основных организационно-плановых показателей, определяемых при проектировании технологических процессов изготовления заготовок (деталей), относятся такт выпуска поточной линии коэффициент синхронности выполнения отдельных операций и их комплекса размер производственных партий деталей, запускаемых в производство периодичность запуска партий деталей в производство длительность производственного цикла партий деталей коэффициент непрерывности производственного цикла фонды времени работы единицы оборудования и всего комплекса коэффициенты использования оборудования во времени. [c.52]
В табл. 9.16 приведены данные о продолжительности ремонтных циклов для металлорежущих станков нормальной точности. Для специального оборудования (например, для агрегатных станков и автоматических линии из специальных и специализированных станков) ремонтный цикл рассчитывается особо. [c.185]
Несколько иной оттенок имеет понятие качества в технической практике. Здесь принято считать более качественной продукцию, отдельные свойства которой превосходят ранее достигнутые в отечественной или зарубежной промышленности. Показателем качества при этом становится мера совершенства конструкции, чистота обработки материала, мощность машины, производительность станка или какой-либо другой чисто технический параметр. Особенность такого понимания качества - его безотносительность к экономическим результатам потребления продукции. Конечно, такой голый техницизм в демонстративной форме в настоящее время почти изжит. К инженерам пришло осознание, что существенны не только сами по себе технические свойства продукта, но, главным образом, то, насколько они удовлетворяют определенную потребность. Поэтому техническое совершенство продукции признается потребителем лишь в той мере, в какой оно повышает степень его удовлетворения при заданном бюджетном ограничении. "Технически качество может быть очень высоким, а экономически - нет". [З.С.14]. Например, промышленный робот с 10-ю степенями свободы рабочих органов может заменить несколько рабочих сборщиков и сварщиков, но ввиду большой стоимости управляющей системы его применение пока экономически нецелесообразно. Слово "пока" здесь оттеняет важное соображение о том, что экономически целесообразный предел совершенствования технических параметров изделия это всегда вопрос меры, выявляемой оптимизационным расчетом для конкретного этапа жизненного цикла данного изделия. Со временем оптимальное значение любого качественного параметра сдвигается на более высокий уровень в технологически освоенной области. Но такой сдвиг не произволен, а обусловлен взаимодействием комплекса технических, экономических, социальных, демографических, экологических факторов. Стратегия управления качеством во многом опирается на экономически обоснованный факторный прогноз оптимальных величин качественных параметров продукции. Таким образом, будучи принципиально непрерывным и бесконечным, процесс повышения качества представляет известную из диалектики узловую линию мер, т.е. последовательных оптимальных для своего времени ступеней восхождения к совершенству. Это имеет огромное значение. [c.7]
В результате использования групповых методов обработки и групповых поточных линий серийное и даже мелкосерийное производство приближаются по своему характеру к крупносерийному и массовому, что позволяет обеспечить его пропорциональность, прямоточность, непрерывность и ритмичность. Это в среднем повышает производительность труда на 40%, снижает себестоимость продукции на 15%, вдвое сокращает длительность производственного цикла. [c.168]
Системы автоматического проектирования в настоящее время успешно применяются при разработке и производстве изделий в радиоэлектронной промышленности, для проектирования автомобилей, самолетов, конструкций мостов, а также технологических процессов, оснастки и инструмента. В Минском СКВ автоматических линий, например, автоматизировано проектирование многошпиндельных коробок. На конструирование традиционным методом сборочной единицы изделия затрачивается примерно 10—12 дней. ЭВМ выполняет проектные работы за четверть часа. Весь же цикл конструирования в этом случае длится один—полтора дня. [c.287]
Расчеты движения деталей и хода будущего производства расчеты поточных линий, стандарт-планов загрузки рабочих мест расчеты оперативно-плановых нормативов, циклов, величин, партий, заделов [c.79]
На поточных линиях практически полностью исключено перемещение изделий навалом , сведены до минимума перегрузки приборов из тары в рабочие органы оборудования и обратно. Важную роль в обеспечении сохранности и качества приборов, а также в снижении затрат времени на транспортные и погрузочно-разгрузочные работы играет межоперационная тара. Она служит для передачи изделий с одной операции на другую и используется для хранения заделов. На поточных линиях применяется так называемая сквозная тара, чаще всего это технологические носители-спутники, обеспечивающие выполнение ряда последовательных операций и транспортировку изделий без их перегрузки. Выбор тары и ее правильное использование оказывают существенное влияние на технико-экономические показатели работы линий выход годных приборов, трудоемкость их изготовления, производственный цикл. [c.127]
Ремонтный цикл — один из важнейших параметров системы и, в частности, графика ППР. Это период работы оборудования от начала ввода его в эксплуатацию до первого капитального ремонта или период работы между двумя капитальными ремонтами. Ремонтный цикл имеет определенную структуру, т. е. порядок чередования ремонтов и осмотров, которая зависит от типа, степени загрузки, возраста, конструктивных особенностей, условий эксплуатации оборудования. Например, структура ремонтного цикла для автоматической линии из агрегатных станков (станки для финишных операций, контрольные автоматы) следую лая [c.165]
Продолжительность ремонтного цикла показывает промежуток времени между двумя капитальными ремонтами. Продолжительность ремонтного цикла Г р, например, для рассматриваемых линий рассчитывается по формуле [c.165]
Перечисленные выше процессы, представляющие собой отдельные фазы производственного цикла в добыче нефти и газа, увязываются в своеобразную поточную линию. Важную роль в этом непрерывном потоке играет процесс внутрипромыслового трубопроводного транспорта". [c.89]
В цехах механообработки производство организуется по предметно-замкнутому циклу узлам, агрегатам, деталям предметно-технологическому признаку токарный участок, фрезерный и т.д. иногда встречается специализация участков по виду обработки участок чугунных деталей, участок стальных деталей и т. д. В основном обработка деталей сконцентрирована на поточных линиях с рабочими местами, обеспечивающими комплектность вех видов обработки (включая дополнительные операции термообработку, упрочнение и т. д.). [c.203]
Непрерывно-поточный вид основан на равенстве или кратности норм затрат времени на операциях производственного цикла, перемещении предметов труда между операциями без пролеживаний, расположении рабочих мест в порядке технологической последовательности и постоянстве закрепленных за ними операций. На предприятиях такого типа организации производства распространена глубокая внутризаводская специализация отдельных цехов, производственных участков, бригад и арендных коллективов, где применяются специальное оборудование, однопредметные поточные линии обработки и сборки изделий. Рост уровня унификации деталей приводит к развитию групповых методов обработки. [c.209]
Организация цикла по числу z отключаемых скважин на j -й технологической линии, т. е. z =l. [c.170]
Большинство технических линий находятся в пределах одного единственного внутреннего окна. Однако некоторые линии (например, линии циклов, временные зоны Фибоначи и вертикальные линии) могут простираться вертикально через все внутренние окна в пределах диаграммы. [c.75]
Параметры линий цикла показаны ниже. Вы можете отредактировать линии цикла, которые уже вычерчены, щелканьем правой кнопкой мыши над ними и выбором " y le Lines Properties" из сокращенного меню (рис.33). [c.87]
Date. Это дата, когда вычерчивается "эталонная" точечная линия. Оставшиеся линии цикла вычерчиваются на любой стороне эталонной линии на определенном промежуточном интервале. [c.87]
Spa ing (Промежуточный интервал). Это число периодов между линиями циклов. Первоначальный промежуток устанавливается расположением стрелки мыши в начальной точке и щелканьем кнопкой мыши и протягиванием ее до тех пор, пока линии не будут на желаемом расстоянии друг от друга. [c.87]
Во-первых, это методы оптимизации производства. В их число входят методы определения производственных циклов, сокращения ненужных запасов, выравнивания загрузки производственных мощностей, обеспечения гибкости. Во-вторых, это методы сокращения подготовительно-заключительного времени для сокращения общего времени производства, нормирование операций, рациональное размещение производственного оборудования, обучение рабочих нескольким профессиям для проведения принципа гибкости и т. д. В-третьих, это способы обеспечения принципа авто-номизации. В его основе следующее. Каждый станок или линия оборудованы устройством автоматической остановки. На Тоёте все машины автономны, что позволяет предотвращать массовое производство брака. Что это значит Это значит, что рабочий, заметив дефект в детали, должен остановить станок или линию конвейера. Важными составными частями производственной системы Тоёта являются рационализаторская деятельность малых групп, а также функциональные системы управления. Основные идеи этих систем рассматриваются в гл. 5, 10, 12, 13. Это направлено на создание необходимых условий для производительного, качественного труда на каждом рабочем месте. Эта мысль встречается у многих японских авторов. Один из них выразился так Необходимо, чтобы именно условия, а не управляющие заставляли рабочих эффективно трудиться. Если создаются такие условия, сколь дорого бы они ни обходились, тогда и вложения в капитальное строительство, в передовую технологию оказываются не напрасными, а прибыль многократно увеличивается . [c.22]
Главной задачей производственной системы Тоёты является увеличение прибыли за счет снижения издержек производства, т. е. путем ликвидации затрат на ненужные запасы и рабочую силу. Понятие издержек в данном случае является весьма широким. Обычно это денежные расходы в прошлом, настоящем и будущем, выводимые из доходов от продаж. Таким образом, издержки включают не только производственные издержки и издержки обращения. Для того чтобы достичь сокращения издержек, производство должно быстро и гибко приспосабливаться к изменениям спроса на рынке. Такой идеал находит свое воплощение в системе точно вовремя , обеспечивающей производство в нужное время нужного количества необходимой продукции. На Тоёте система канбан возникла как средство оперативного управления производством в течение месяца и как механизм системы точно вовремя . В то же время для введения системы канбан производство должно быть приспособлено к изменениям объемов и номенклатуры деталей, поступающих с линии сборки. Такая организация требует сокращения цикла выполнения заказа, так как различные элементы должны производиться каждый день. Это достигается с помощью мелкосерийного производства, а также единичного (штучного) производства и доставки. Мелкосерийное производство может быть обеспечено сокращением времени переналадки, а единичное производство — использованием многофункциональных рабочих. [c.128]
Вместе с тем считается, что гибкий рабочий день можно успешно вводить лишь в учреждениях, ограниза-циях и на предприятиях, имеющих самостоятельные замкнутые циклы производства. Труднее внедряется эта система на предприятиях, где режим труда определяется работающими машинами и механизмами (непрерывные процессы, поточные сборочные линии). Здесь, как показывает анализ конкретных инструкций, гибкий рабочий день может применяться, если а) рабочее время распределено по коротким циклам, б) организована деятельность автономных рабочих групп (о них см. следующий раздел), в) рабочая неделя сжата до четырех дней с одновременным удлинением рабочего дня, г) введены рабочие смены, накладывающиеся друг на друга, д) равноценные по опыту работники перераспределены по сменам. [c.95]
К числу основных организационно-плановых показателей, определяемых при проектировании новых средств, относятся цикл подготовки производства длительность производственного цикла изготовления машин, оборудования и других средств такт выпуска продукции системой машин, в которую входит данное средство (оборудование, устройство, прибор и т. д.) коэффициент синхронности операции, выполняемой при участии проектируемого средства, с тактом выпуска продукции системой машин (линией) коэффициент использования оборудования во времени. Такт выпуска продукции системой машин и коэффициент синхронности операций рассчитывают при проектировании машин для поточных линий, остальные показатели — при поточной и непоточной организации процесса изготовления продукции. [c.46]
Вероломное нападение фашистской Германии выдвинуло задачу перестройки всего народного хозяйства. Суть этой перестройки заключалась в переводе производства военной техники на поточный метод, максимальном применении рационализации и широкой кооперации. Были разработаны и внедрены новые формы потока — переменно-поточное производство и групповые поточные линии. В военных условиях особое значение приобрели оперативное планирование и диспетчеризация. Повысилась ритмичность производства. Возросло значение кален-дарно-плановых нормативов, в том числе сроков опережений, циклов, заделов, сроков запуска и величины партий деталей, такта и ритма работы на поточных линиях и т. д. Важное значение имело ускоренное внедрение достижений научно-технического прогресса. [c.16]
Ряд связанных между собой автоматическими транспортно-погру-зочмыми устройствами автоматических линий образуют автоматически, комплексы с замкнутым циклом производства изделий. [c.138]
Организация цикла по числу технологических линий j на i-й УКПГ. Предполагается, что число технологических линий на УКПГ не более девяти. Цикл оканчивается просмотром всего массива оборудования. [c.76]
Проверка на окончание цикла по числу технологических линий /. Если j
Организация цикла по числу технологических линий / на t-й УНТС. [c.78]
Проверка на окончание цикла по числу технологических линий / на t-й УНТС. Если LUi>/, то индексированной переменной присваивается значение / + и управление передается п. 37, а в противном случае п. 43. [c.79]
Организация цикла по числу технологических линий / на -й УКПГ = 1 (/ — порядковый номер технологических линий в массиве М3). [c.166]
Организация цикла по числу скважин k на /-и технологической линии -1-й УКПГ k = 1 (k — порядковый номер скважины в массиве М4). [c.166]
Проверка цикл по числу скважин kj на /-и технологической линии i-й УКПГ закончен Kj — j = 0 (Kj — число скважин в приоритетном списке М4 для /-и технологической линии). Если условие не выполнено, то kj = j+l (п. 22) и управление передается п. 18, если да — п. 25. [c.166]
Проверка цикл по числу технологических линий / на i-й УКПГ закончен / — / = 0 Если нет, то =/+ (п. 26) и управление передается п. 17, иначе — п. 28. [c.166]
Проверка закончен ли цикл по числу z отключаемых скважин на /-и технологической линии г-й УКПГ. Если нет, та z =z+l (п. 45) и управление передается п. 41, в противном случае расчет продолжают с п. 48. [c.168]
Проверка цикл по числу технологических линий / на i-й УКПГ закончен Если да, то переходят к п. 50, если нет,, то j =/+1 и управление передается п. 40. [c.168]
Организация цикла по числу подключаемых скважин kj на /-Й технологической линии i-й УКПГ. [c.169]
УО 71. Проверка цикл по числу технологических линий / на j-й УКПГ закончен Если да, то управление передается п. 84, ели нет, то / ==/+ (п. 71) и управление передается п. 61. [c.170]
Проверка цикл по числу технологических линий / на 4-й УКПГ окончен Если нет, то / =/+1 (п. 82) и управление передается п. 73, если да — то п. 83. [c.170]
Смотреть страницы где упоминается термин Линии цикла
: [c.141] [c.87] [c.88]Смотреть главы в:
Анализ и планирование операций на международном валютном рынке forex -> Линии цикла