Технологическая оснастка рабочего места включает в себя инструменты (режущие, слесарно-монтажные, измерительные, специальные и т. п.) и различные приспособления. Последние по назначению подразделяются на грузозахватные, крепежные, зажимные, шаблоны для разметки деталей, шаровые, поворотные и откидные устройства, кондукторы, оправки, струбцины и т. п. по способу привода — на ручные, механические, гравитационные, электрические, гидравлические и пневматические. Кроме того, различают приспособления специальные и универсальные. Первые предназначены для определенного вида и типа оборудования. Конструктивно они выполняются с учетом всех основных свойств данного оборудования и его особенностей. Например, комплект приспособлений ПО Невский завод [c.21]
В состав нормы времени Тн при ручных, машинно-ручных и машинных работах включают время основное /0, вспомогательное tE, обслуживания рабочего места t0e, подготовительно-заключительное tn3, отдыха и личных надобностей /л, неустранимых перерывов tn, предусмотренное технологией и организацией производственного процесса [c.27]
Наибольшее внимание необходимо уделять изучению условий труда рабочих массовых профессий (машинистов технологических компрессоров, слесарей по ремонту технологических установок, прибористов КИП и автоматики, линейных трубопроводчиков и обходчиков, операторов ГРС, монтеров по защите подземных трубопроводов от коррозии, электромонтеров междугородной линии связи). Так, для машинистов технологических компрессоров необходимо разработать и внедрить графики режима работ и маршруты их движения ло рабочим местам. Поскольку наиболее трудоемкими при ремонте ГПА являются работы, связанные с применением ручного труда, ГПО должно проводить мероприятия по замене ручного труда механизированным. [c.41]
Может быть использован для организации рабочих мест токаря, сверловщика, фрезеровщика, сварщика ручной сварки. [c.232]
Тр - время ручной работы по обслуживанию установки в течение смени на / - м рабочем месте [c.43]
Рабочие места различаю по степени механизации труда (ручные, мат и н но-ручные, механизированные, пол у автоматизированные) технологическому назначению (рабочее место токаря, аппаратчика и др.) числу исполнителен (индивидуальные, парные, бригадные) числу обслуживаемых машин. Возможно разделение и по другим признакам. [c.116]
Для обеспечения эффективности анализа НОТ необходимо рассмотреть как предприятие в целом, так и его отдельные структурные подразделения (производства, цехи, отделения, участки, бригады и рабочие места). Следует изучить также такие вопросы, как организация рабочего места кооперирование и разделение труда по технологическому и функциональному признакам использование рабочего времени внедрение передовых методов выполнения работ и приемов труда, уровни механизированного (автоматизированного) и ручного труда по отдельным технологическим переделам (стадиям, фазам) производственного процесса эффективность использования рабочих машин и механизмов и пути повышения сменности их работы, улучшение условий труда, режима работы, совершенствования нормирования и оплаты труда, системы контроля за трудовой дисциплиной, организации социалистического соревнования и Др. [c.130]
Для машинных и машинно-ручных операций в норму времени включаются основное (машинное) время и вспомогательное (снять, положить предмет труда и т. п.). В рабочие места на конвейере включаются рабочие места контролеров, бракеров. Длина рабочей части конвейера (L) зависит от расстояния между двумя смежными рабочими местами (/ ) и общего количества рабочих мест ( ) [c.29]
Разные уровни технической оснащенности тех или иных производств предопределяют неодинаковое содержание работы по научной организации труда. При его высокой технической вооруженности в условиях комплексной механизации и автоматизации производства, когда производительность зависит прежде всего от использования машин, научная организация процессов сводится главным образом к внедрению таких форм и методов их обслуживания, которые обеспечивают наилучшее использование агрегата. При преобладании ручного труда, когда производительность определяется главным образом квалификацией и практическими навыками рабочих, на первый план выдвигается внедрение рациональных трудовых приемов, более совершенных орудий труда, лучшее оснащение рабочих мест. [c.110]
Перерывы при ручных и машинных процессах обработки объясняются неэкономичностью поштучной передачи предмета труда с операции на операцию. Поэтому на каждом рабочем месте- собирают известное количество [c.18]
По каждому из перечисленных пунктов разрабатывают мероприятия, проведение которых позволит внести прогрессивные изменения в социально-демографическую структуру кадров предприятия. Эти изменения следует реализовать в устранении существенных различий между умственным и физическим трудом на основе уменьшения числа работников, занятых на тяжелых, вредных, ручных и маломеханизированных работах, ликвидации малоквалифицированных работ и рабочих мест. [c.225]
Ручная изоляция стыков труб выполняется тремя звеньями из восьми рабочих, расположенных попарно по обе стороны трубопровода. При этом работы ведутся одновременно на трех смежных стыках в соответствии со схемой и графиком организации работ и рабочих мест (рис. 13.2, табл. 13.7). [c.205]
| Рис. 13.2. Схема организации работ и рабочих мест при ручной изоляции стыков труб с | 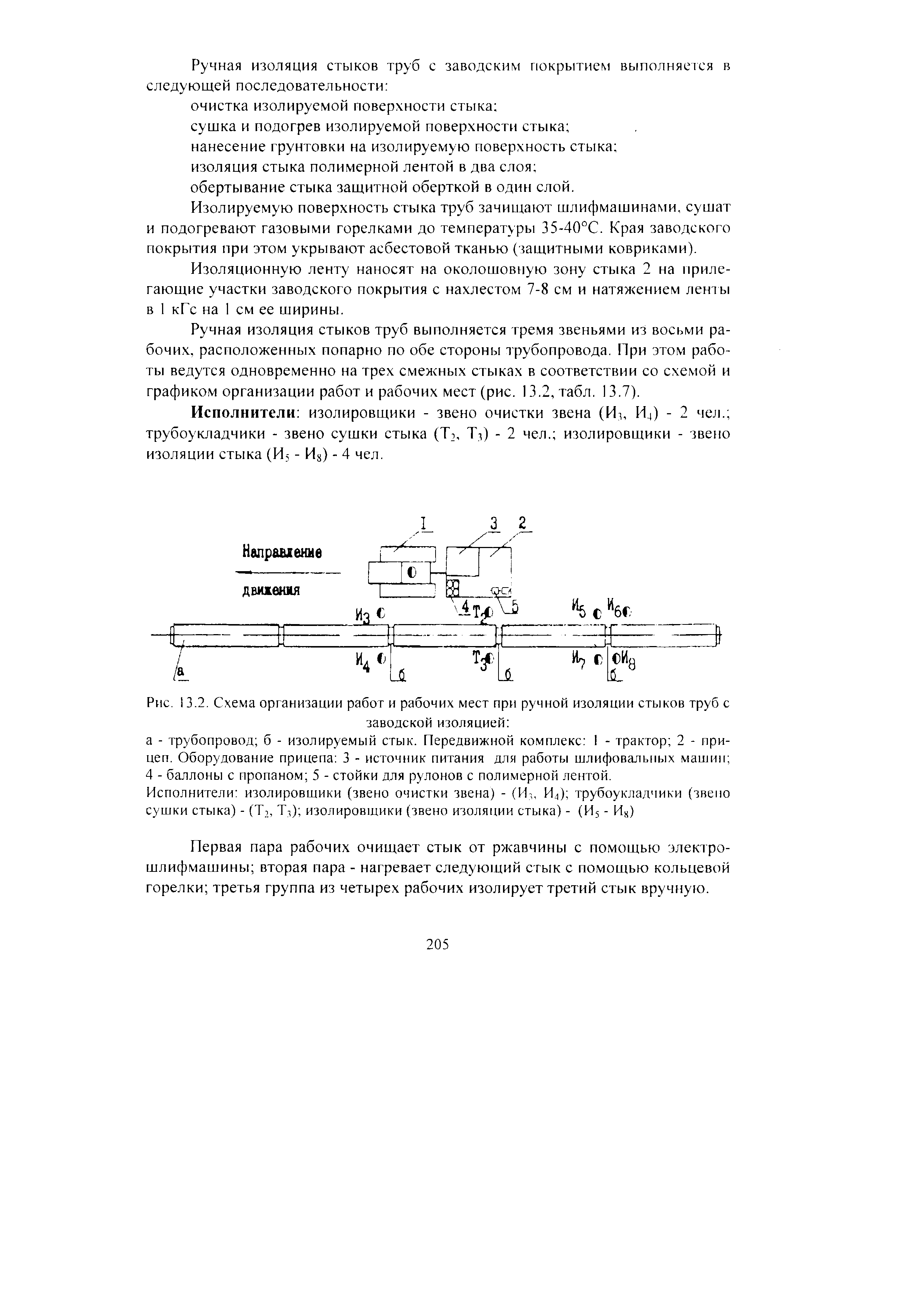 |
Производственная площадь s,, занимаемая отдельной единицей оборудования или рабочим местом, определяется по справочникам, каталогам, прейскурантам на оборудование или его компоновку. При ручной и механизированной работе [c.119]
Для металлорежущих станков kfi должен иметь такое значение, при котором общая площадь, занимаемая станком и принятая к расчету, была бы не менее 7 м2. Площадь рабочего места для ручного труда при сварочных процессах принимают 3 м2. [c.122]
Аттестация позволяет выявить рабочие места, которые не соответствуют производственным, техническим, организационным и нормативным требованиям, передовому опыту, принципам научной организации труда. Она дает возможность учесть те рабочие места, где применяют ручной и тяжелый физический труд, где работа осуществляется в неблагоприятных условиях. При этом проводится аттестация не только рабочих мест, но и технологических процессов, а также участков и производств. Такая комплексная оценка позволяет разработать организационно-технические мероприятия по обновлению, модернизации и заме- [c.86]
Оценку соответствия рабочих мест прогрессивным нормам и нормативам, передовому опыту проводят по трем уровням технико-технологическому, организационно-экономическому, условиям труда и технике безопасности. По каждому из этих уровней определяют конкретные оценочные показатели. Например, по первому — соответствие оборудования требованиям научно-технического прогресса, степень его использования, прогрессивность управления технологическим процессом и др. по второму — рациональность его планировки, обслуживания, уровень нормирования труда, прогрессивность форм организации труда, оргоснастки и др. по третьему — соответствие фактических условий труда санитарно-гигиеническим нормам, обеспеченность рабочих спецодеждой, спецобувью и т. д. Особое внимание уделяют снижению доли тяжелого физического и ручного труда. [c.88]
При замене ручных работ механизированными нецелесообразно переводить высвобождаемых работников на другие рабочие места с преобладанием ручного труда. В целях наиболее эффективного их использования необходимо организовать на предприятиях курсы для обучения высвобождаемых работников новым профессиям. Полнее следует использовать экономические стимулы, чтобы рабочие были заинтересованы в сокращении ручного труда и увеличении числа занятых механизированным и автоматизированным трудом. К таким стимулам относится, например, введение специальной системы премирования для работников, работавших во вредных условиях и успешно осуществляющих мероприятия по сокращению затрат ручного и тяжелого физического труда. В основу такой системы могут быть положены принципы, установленные для премирования за создание новой техники. [c.119]
Учет и паспортизация ручного труда позволяют определить характер работ, выполняемых вручную на каждом рабочем месте, выявить основные направления механизации ручных работ, установить реальный уровень механизации труда на предприятии, выявить причины, сдерживающие внедрение технических средств и мероприятий организационного порядка по сокращению и облегчению ручного труда, создать действенную систему информации и распространения передового опыта работы по сокращению ручного труда и более рациональному использованию трудовых ресурсов. В комплексной программе сокращения ручного труда установлены следующие показатели [c.121]
Большие успехи в механизации и автоматизации ручных операций достигнуты на предприятиях нефтепереработки и нефтехимии Украины. Используя опыт Запорожской области, предприятия республики с 1979 г. проводят целенаправленную работу по сокращению ручного труда. Разработан и успешно осуществляется перспективный план мероприятий по механизации и автоматизации каждого предприятия и каждого рабочего места. Составлению плана предшествовала большая подготовительная работа проведен хронометраж трудового процесса на всех рабочих местах, выявлены ручные операции, подлежащие механизации. [c.128]
Пространственная структура рабочего места бурильщика в сложной системе процесса бурения включает пульт управления лебедки 1, пульт управления ключа АКБ-3 2, штурвал частоты вращения дизелей 5, ножную педаль управления пневматическими клиньями, рычаг ручного тормоза лебедки 4 (рис. 57). Исследования показали, что в каждом цикле СПО 78% основного времени бурильщик тратит на дозировку тормозного момента барабана лебедки и переключение скоростей. При этом правая рука бурильщика находится на ручке рычага тормоза барабана, а левой он манипулирует на пульте лебедки. Это определяет его основную рабочую позу и положение тела во время спуско-подъемных операций. [c.208]
Изучение рабочих зон в пространственно-вертикальной структуре рабочего места бурильщика выявило, что в пределах оптимальной досягаемости находится ручка рычага ручного тормоза только в положении расторможено положение рычага тормоза в положениях заторможено и приторможено требует управления в зоне максимальной досягаемости пространственное положение органов управления пульта лебедки, ключа АКБ-3, штурвала частоты вращения дизелей в вертикальной плоскости также требует управления в зоне максимальной досягаемости и вне ее. [c.211]
Нормы времени для ручных рабочих процессов разрабатываются с учетом организации рабочего места, состава работ и [c.293]
При большом удельном весе ручных и машинно-ручных операций на поточной линии предварительная синхронизация проводится в основном путем расчленения на операции или соединения отдельных переходов в операции. При закреплении переходов за рабочими местами необходимо учитывать следующие требования операции должны включать такие переходы, которые не нарушают технологическую последовательность изготовления изделия время выполнения каждого перехода до синхронизации и время выполнения операций после синхронизации должно быть меньше такта поточной линии или равно ему (в противном случае необходимо организовать работу на рабочих местах- дублерах) переходы в процессе оптимизации должны быть распределены так, чтобы каждый переход был включен только в одну операцию. [c.133]
Ручные процессы характеризуются отсутствием каких-либо механизмов, механизированного инструмента и источников энергии. Они выполняются рабочими с помощью ручных орудий труда или без них. Например, раскладка инструмента при подготовке рабочего места, сверловка отверстий ручной дрелью. [c.76]
Спуско-подъемные операции — наиболее трудоемки в процессе бурения скважин. На них затрачивается значительно больше времени, чем на непосредственное разрушение пород. При спуске и подъеме бурильных труб половина времени затрачивается на ручные и машинно-ручные работы. При организации процесса спуска и подъема инструмента проблема их облегчения и ускорения должна решаться на основе оснащения буровой элементами механизации и автоматизации, в частности автоматами спуско-подъемных операций (АСП), освоения каждым рабочим рациональных приемов труда, четкого распределения функций между рабочими и согласованного их выполнения, правильного расположения инструментов на рабочем месте, содержания рабочего места в чистоте. Во внедрении более рациональных приемов и методов выполнения спуско-подъемных операций большое значение имеет производственный инструктаж вахт непосредственно на рабочем месте. Его осуществляет буровой мастер или специальные инструкторские вахты кроме того, составляют специальные инструктивные карты передовых приемов работы при спуско-подъемных операциях. Практика показывает, что инструктаж дает возможность повысить производительность труда на этих операциях на 8—30%. [c.102]
Время обслуживания рабочего места подразделяется на время технического и организационного обслуживания. К техническому об служив а" ни ю можно отнести подналадку оборудования, смену инструмента и т. д., к организационному — передачу смены, раскладку в начале и сбор в конце смены инструмента и другие работы. В зависимости от степени участия исполнителя в производственном процессе время работы может быть разделено на время ручной и машинно-ручной работы и время наблюдения за работой оборудования (активного наблюдения с контролем параметров технологического процесса или при отсутствии другой работы — пассивного наблюдения, хотя в этом и нет постоянной необходимости). [c.158]
Рабочее место планировка рабочего места в типовой мастерской или лаборатории КИП показана на рис. 5.11. На временных рабочих местах необходимо пользоваться ручными тележками или передвижными испытательными стендами (на пневматическом ходу) для перевозки инструмента и приборов, а также лифтами. Перечень инструмента, приборов, приспособлений и инвен- [c.177]
Рабочее место может быть стационарным, маршрутным, передвижным. Стационарным рабочее место считается в том случае, когда рабочий выполняет определенную работу, находясь на одном месте (место оператора у пульта управления, станочника,, насосчика и др.) маршрутным — когда рабочий для выполнения работы вынужден передвигаться (рабочее место помощника оператора, прибориста, электрика, пробоотборщика, товарного оператора по внутризаводским перекачкам и др.) передвижным — когда рабочий, двигаясь, выполняет работу (водители кранов, машин и др.). По характеру обслуживания рабочие места бывают аппаратурные (обслуживание технологических установок, водозаборов, насосных, электроподстанций и др.), машинно-ручные и ручные. По числу обслуживаемых установок рабочее место может быть одноагрегатпым и многоагрегатпым. В нефтепереработке и нефтехимии мпогоагрегатным считается рабочее место слесаря, прибориста, электрика, обслуживающих две пли более установок. По степени специализации рабочие места делятся на специализированные и универсальные, по степени кооперации — на индивидуальные и бригадные. [c.66]
План по научной организации труда рабочих, ИТР и служащих включает девять подразделов организация рабочих мест (улучшение планировки и специализации их, оснащение инвентарем, подъемно-транспортным оборудованием, средствами контроля, освещенность) обслуживание рабочих мест (рациональные способы обеспечения сырьем, материалами, инструментом, уборка отходов, транспортировка готовой продукции, выдача сменных заданий и т. д.) разделение труда (квалификационное, технологическое, физиолого-функциональное), кооперирование его, включая многоагрегатное обслуживание, совмещение профессий передовые методы и приемы труда нормирование и оплата труда (расширение сферы нормирования, внедрение научно обоснованных норм) материальное и моральное стимулирование условия труда (режим труда и отдыха, техника безопасности, санитарно-гигиенические мероприятия, техническая эстетика) дисциплина труда повышение квалификации и культурного уровня работников. Предусматривается максимально возможное снижение доли ручного и особенно тяжелого труда. [c.115]
Важной задачей НОТ является рациональная организация рабочих мест и создание благоприятных условий труда. Под рациональной организацией рабочего места понимается система мероприятий, направленных на создание на рабочем месте необходимых условий для достижения высокой производительности труда при наиболее полном использовании технических возможностей оборудования. К этой системе относится внедрение нормо-комплектов, средств малой механизации, эффективных ручных и механизированных инструментов, инвентаря и приспособлений. Нормокомплект — это комплект средств малой механизации, инструмента и приспособлений в соответствии с применяемой прогрессивной технологией и оптимальным составом бригады. [c.157]
В нефтеперерабатывающей и нефтехимической промышленности на основе обследования состояния организации рабочих мест и паспортизации ручного, тяжелого физического труда в резинотехнической, резинообувной, шинной и асбестотехнической промышленности составлен план разработки и внедрения промышленных роботов и роботизированных технологических комплексов. Планом предусмотрено первоочередное внедрение промышленных роботов на физически тяжелых, монотонных, вредных, [c.124]
Рабочие места различаются не только по характеру выполняемых процессов, но и по степени механизации (ручные, ручные механизированные, машинно-ручные, машинные, полуавтоматизировапные, автоматизированные), по расстановке рабочих (индивидуальные и бригадные рабочие места), по количеству обслуживаемых агрегатов (одностаночные и многостаночные рабочие места) и по другим факторам. Все это обусловливает необходимость особого подхода к организации конкретных рабочих мест. [c.91]
Синхронизация представляет собой процесс выравнивания длитель-но> гги операции технологического процесса согласно такту поточной ли-ни д. Время выполнения операции должно быть равно такту линии или кратно ему. Синхронизация проводится в два этапа предварительная — при проектировании линии и окончательная — при наяадке действующей линии или ее перестройке на выпуск новой продукции. Предварительная синхронизация проводится путем выделения на линии дублирующих рабочих мест, перераспределения переходов смежных технологических операций при ручных или машинно-ручных работах, внедрения высокопроизводительной оснастки и т. д. Окончательная синхронизация производится на действующей поточной линии на основе дополнительного перераспределения переходов смежных технологических операций, [c.132]
Промышленное изготовление наземной части объектов или укруп-, ненных блок-комплектов позволяет создать лучшие производственные условия для работающих защиту от различных погодных условий, отопление, освещение и другие социально-бытовые удобства, постоянство рабочего места. Все это при увеличении числа рабочих более высокой квалификации способствует развитию изобретательства и рационализации. Изготовление объектов в заводских условиях позволяет существенно улучшить условия труда и быта работников, уменьшить потери рабочего времени из-за простоев по погодно-климатическим условиям. Снижается доля ручного физического и малопривлекательного труда, поскольку промышленное производство гораздо легче поддается механизации и автоматизации, и в перспективе появляется возможность широкого применения роботов и манипуляторов. [c.140]
Рабочие места могут быть стационарными, маршрутными, передвижными. По характеру обслуживания рабочие места бывают аппаратурными (обслуживание скважин, технологических установок, водозаборов, насосных электроподстанций и др.), машинно-ручными и ручными по числу обслуживаемых установок— одноагрегатными и многоагрегатными по степени специализации — специализированными и универсальными по степени кооперации — индивидуальными и бригадными. [c.182]
В зависимости от степени механизации выполняемых работ рабочие места подразделяются на ручные, машинно-ручные, механизированные и автоматизированные. Существует классификация рабочих мест в зависимости от числа исполнителей (индивидуальные и коллективные), от числа обслуживаемого оборудования (одностаночные и многостаночные), от характера специализации (специализированные и универсальные) и т. д. [c.138]
За годы социалистического строительства осуществлены огромные мероприятия по созданию самых благоприятных производственных условий для трудящихся, во много раз выросла энерговооруженность труда, комплексная механизация и автоматизация производства способствовали ликвидации тяжелого ручного труда, облегчению условий работы на предприятиях. На условия труда влияют температура и влажность воздуха, атмосферное давление, освещенность рабочего места, шум, вибрация, запыленность и загазованность, цветовое оформление jинтерьера производственных помещений и т. д. (табл. 15). [c.142]
При аналитически-исследовательском методе оперативное время для ручных работ определяют по элементам на основе хрономет-ражных наблюдений непосредственно на рабочем месте, а машинное (аппаратурное) время — по формулам, отражающим производительность машин и аппаратов. [c.163]