| Рис. 4.1 Пример контрольной карты с двусторонними | 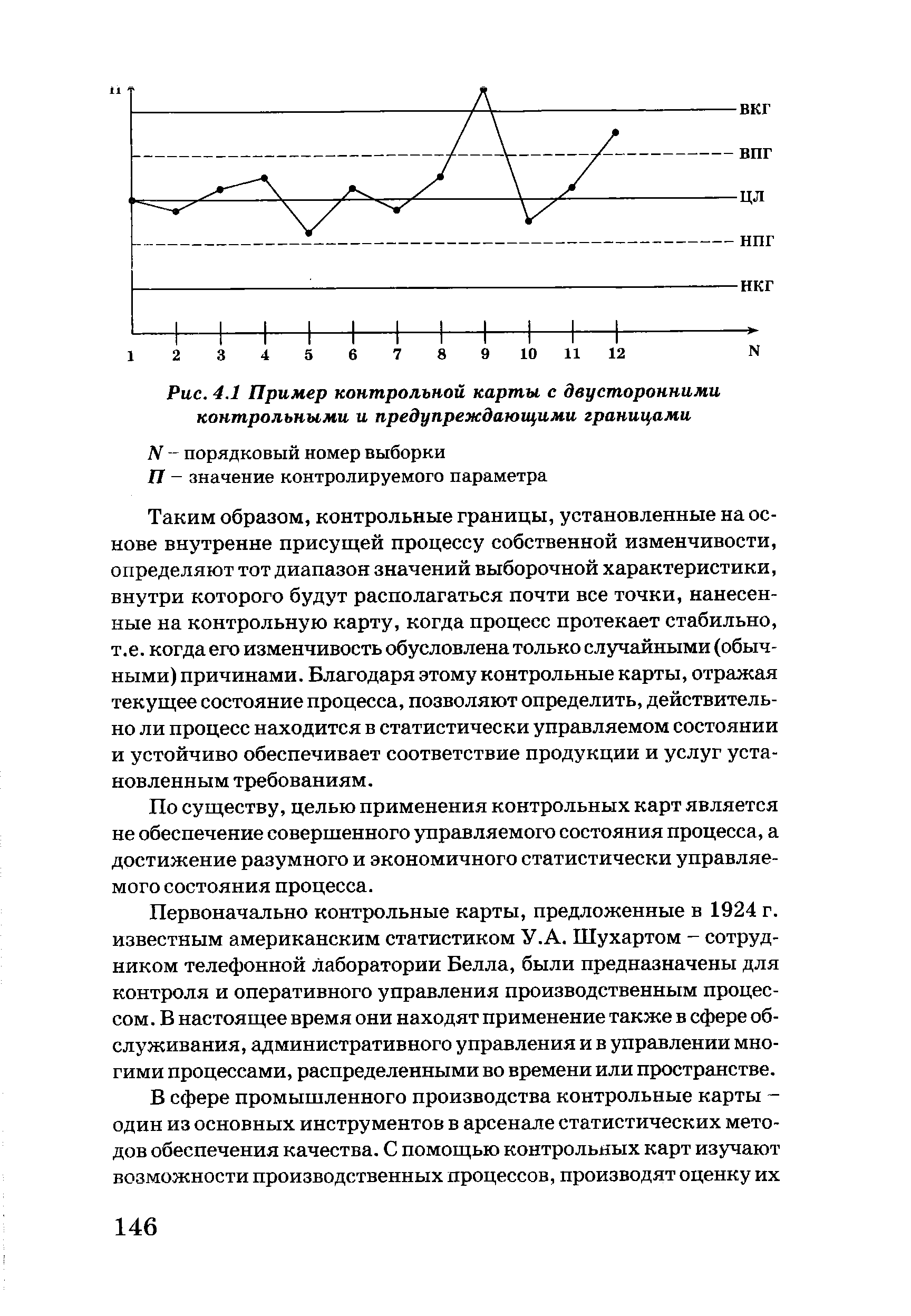 |
| Рис. 4.6 Пример контрольной карты кумулятивных сумм числа | 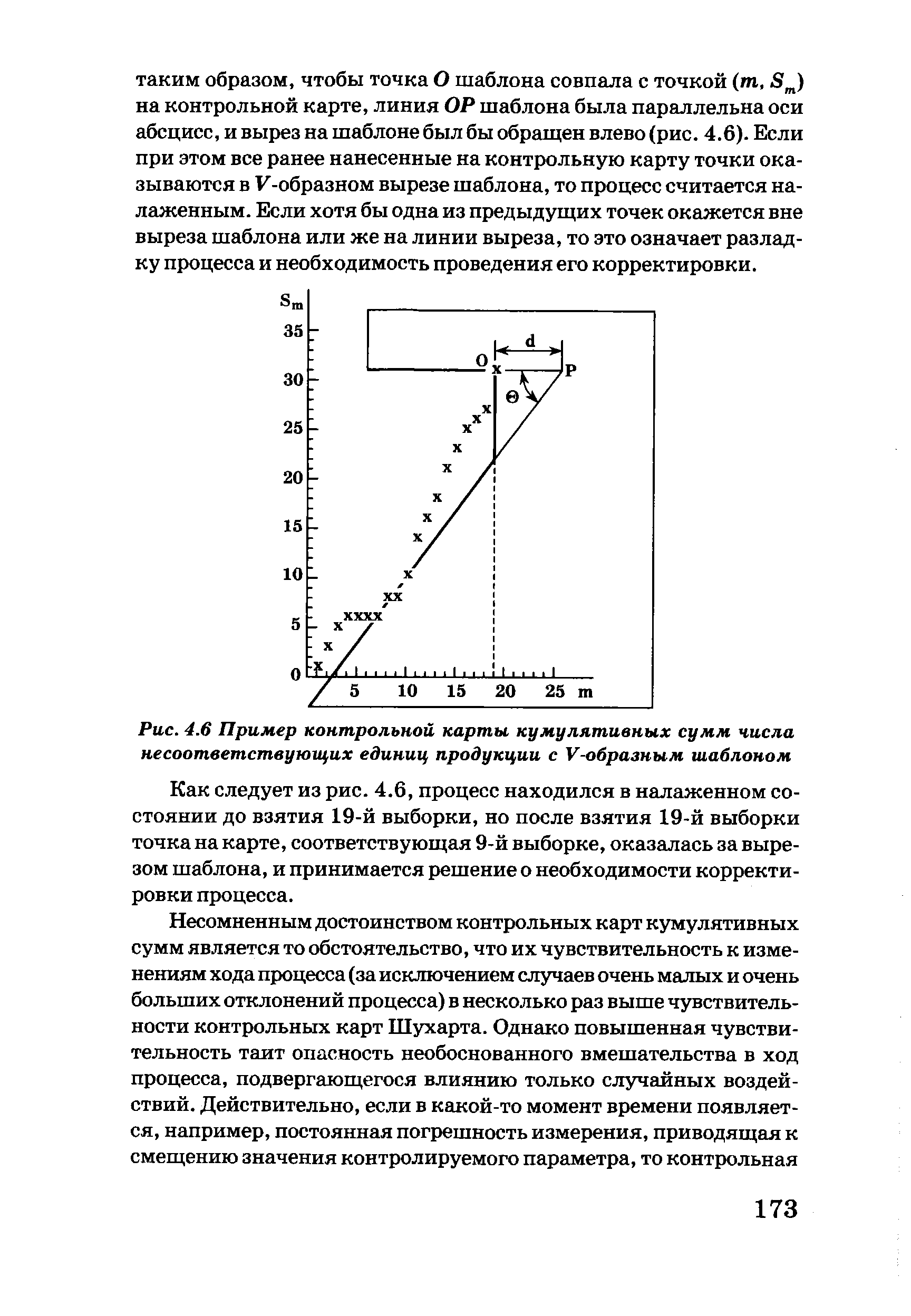 |
Для выявления неустойчивости Шухарт предложил весьма эффективное средство — контрольные карты. Пример контрольной карты показан на рис. 2.4.3. Строится она очень просто по мгновенным выборкам (обычно их число равно 5) определяются арифметическое среднее значение х и среднеквадратическое отклонение а — мера вариабельности процесса. Проводится линия, соответствующая среднему значению наблюдений, и от нее отсчитываются две контрольные границы, удаленные от центральной линии на 3о. Подробнее об этом можно прочитать в [197]. Обратим внимание читателей, что границы поля допуска здесь даже не упоминаются. Согласно концепции В. Шухарта, все вариации обусловлены двумя типами причин особыми и общими. [c.340]
Примеры контрольных карт представлены на рис. 4.6 и 4.7. [c.72]
| Рисунок 12. Пример контрольной карты | 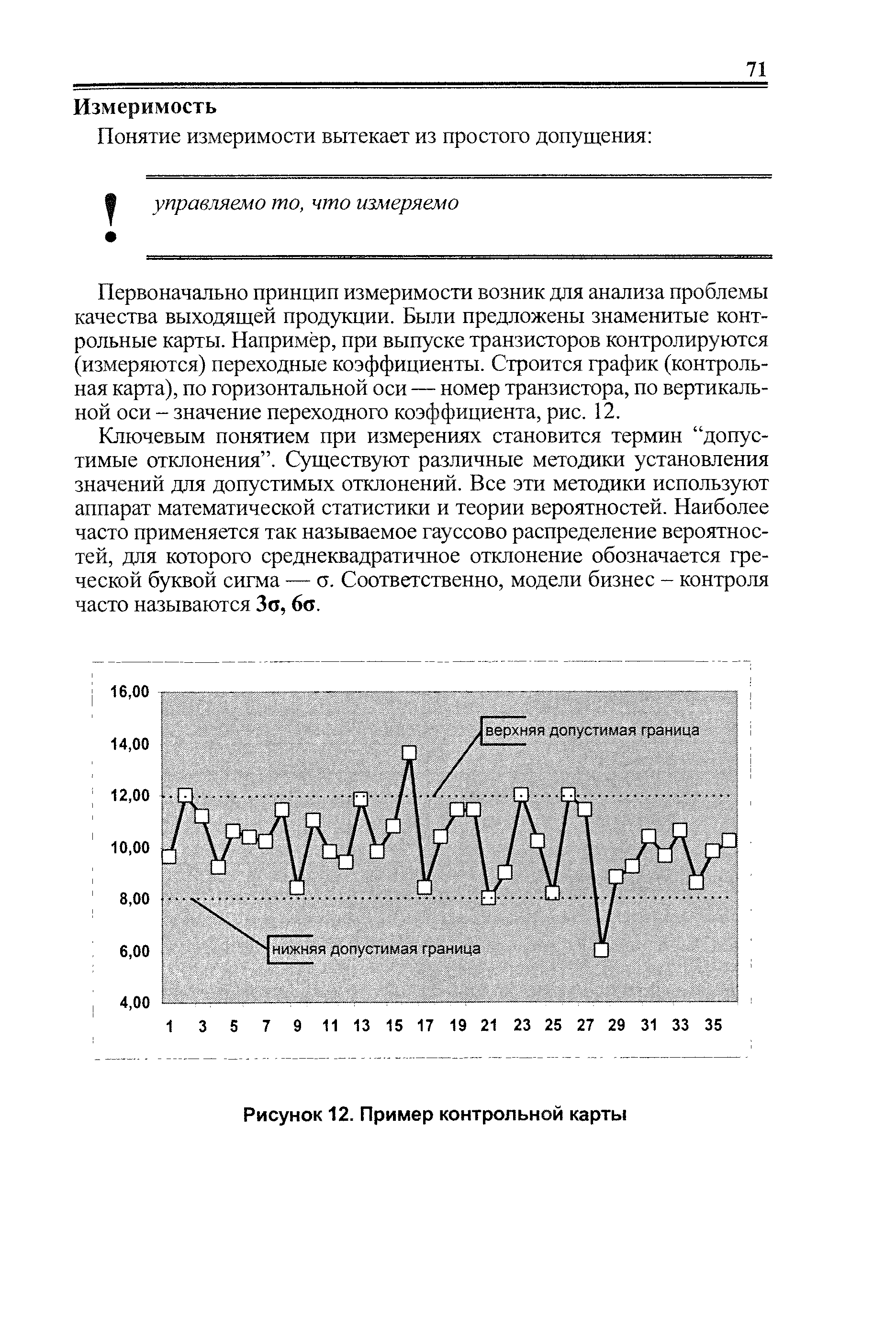 |
Статистическую выборку можно использовать и для определения стандартного отклонения процесса, как мы видели на примере контрольных карт. План качества определяет, что допустимо плюс-минус два (95.44%) или три стандартных отклонения (99.73%). [c.399]
Принцип 6. Постоянное улучшение. Непрерывное, или постоянное повышение качества — одна из целей предприятия. Продемонстрировать это можно на следующем примере. Даже теоретически трудно представить себе полностью бездефектное производство. Всегда будет какой-то уровень дефектности. Но если ставить перед собой цель добиваться отсутствия дефектов, то такая цель, при всей ее недостижимости, будет побуждать к постоянному совершенствованию. Реализация этого принципа прежде всего требует определенной перестройки сознания и формирования у каждого работника предприятия потребности в постоянном улучшении продукции, процессов и системы в целом. Как правило, принцип реализуется не путем постановки широкомасштабной цели, а маленькими шагами и прорывами, но постоянно и повсеместно. Принцип постоянного улучшения требует знания и применения соответствующих методов и подходов, таких как цикл Деминга, анализ эффективности по Парето, контрольные карты и др. Для стимулирования процессов улучшения в системе должна быть создана атмосфера их оценки и поощрения. [c.186]
В качестве примера на рис. 4.1 изображена контрольная карта [c.145]
В этих ситуациях применяются статистические методы, которые позволяют осуществить контроль за качеством производственного процесса. В первом случае (простые и неустранимые причины) статистические методы позволяют выявить причины изменчивости, а во втором случае (неслучайные причины) — лишь определить факт наличия неполадок в производственном процессе. К статистическим методам контроля производственного процесса относится использование так называемых контрольных карт, которые подразделяют на два вида контрольные карты количественного признака и контрольные карты качественного признака. В этой работе в качестве примера [c.42]
Хозяин процесса должен иметь и определенные полномочия по воздействию на процесс, не только в части управления его параметрами, но и ремонта, технического обслуживания и поддержания процесса в исправном состоянии. Как ни покажется странным, но в роли хозяина процесса вполне может выступить рабочий. Если техническая часть процесса представляет собой линию, на которой работает бригада, то бригадир может выполнить роль хозяина процесса. В определенных случаях им может быть начальник участка или мастер. Хозяин процесса является заказчиком по отношению к работникам ОТК и технологам. По его заказу работники ОТК, а также службы качества должны собирать данные и строить контрольные карты, технологи — искать особые причины и принимать меры по их устранению. Для такой организации работы характерен командный подход, который показан на рис. 2.4.4 и пример которого был дан выше. [c.349]
| Рис. 5.18. Пример бланков контрольных карт по качественным признакам | 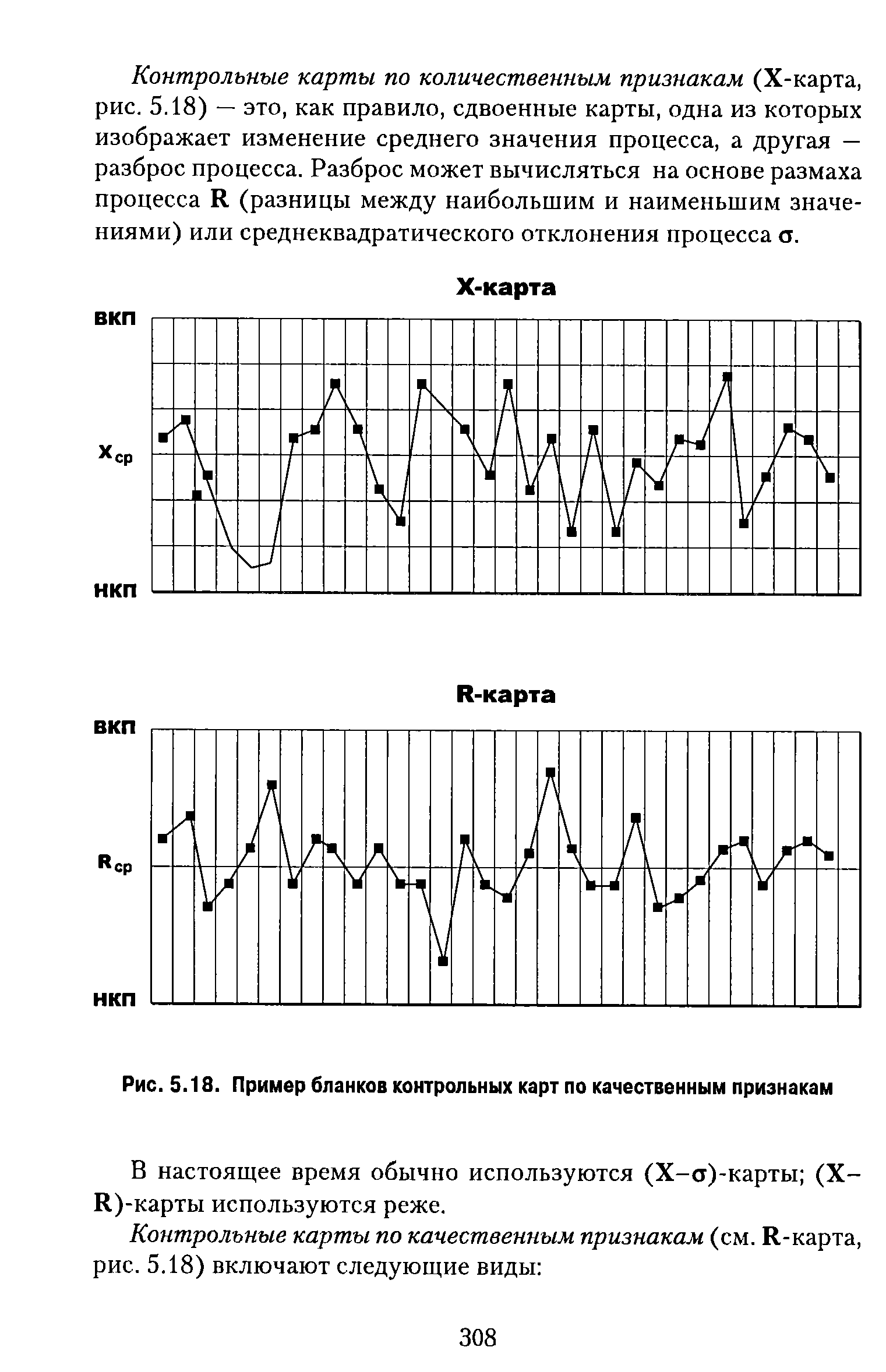 |
Другой пример, статистическое регулирование технологических процессов с помощью контрольных карт кумулятивных сумм более эффективно с точки зрения обнаружения разладки процесса, чем применение обычных контрольных карт, однако, для ведения контрольных карт кумулятивных сумм требуется более квалифицированный аппарат контролеров, чем в случае обычных контрольных карт. Поэтому, выбор метода контроля относится к компетенции разработчика технологии контрольных операций. Выбрав метод контроля и обосновав его, разработчик технологии контрольной операции обязан выполнять требования государственного стандарта на избранный метод. Нарушения требований стандарта в данном случае могут повлечь увеличение пропуска брака. Этим определяется ответственность нарушителя стандарта за увеличение доли брака и причинная связь его действий с увеличенной долей брака. [c.8]
Стандарт состоит из основного текста с необходимыми таблицами и приложений, в которых приведены примеры построения контрольных карт, расчета планов контроля и границ регулирования. [c.52]
Он состоит из трех разделов 1. Общие положения. 2. Виды контрольных карт. 3. Выбор плана и трех приложений 1. Предварительное изучение и анализ технологического процесса. Определение периода контроля при статистическом регулировании технологического процесса методом учета дефектов. 2. Теоретическое обоснование стандарта. 3. Примеры статистического регулирования технологических процессов методом учета дефектов. [c.58]
Примеры построения простых контрольных карт. [c.33]
Пример 2.5. Для данных примера 3.4 определим план контроля, если решено использовать вместо контрольной карты средних арифметических значений контрольную карту медиан. [c.34]
Примеры построения простых контрольных карт для статистического регулирования технологических процессов методом учета дефектов. [c.38]
Пример 2.8. На технологическом процессе штамповки шайб решено внедрить статистическое регулирование методом учета дефектов с применением контрольной карты числа дефектных единиц продукции (яр-карты). [c.39]
В такой ситуации легко запутаться, поэтому контрольные карты жизненно необходимы. Ниже для примера приводятся две карты по налогу на прибыль (где учет ведется нарастающим итогом), по НДС (где учет ведется поквартально). [c.244]
Сразу после этих примеров интересно было бы посмотреть, как логический подход статистика может облегчить дальнейшее улучшение положения. Контрольная карта основана на предположении, что, ,нормальный" тип изменчивости характерных свойств, рабочих параметров или результатов работы объясняется накоплением воздействий, неизбежно возникающих в ходе процесса. Эти воздействия и их причины считаются, неопределимыми", если их невозможно определить достаточно экономичным способом. Наличие аномальных причин проявляется в отступлениях от нормального характера поведения, эти причины определимы и поддаются исправлению. [c.136]
В табл. 5.3 и на рис. 5.1 показаны примеры вычислений и записей в контрольную карту по описанным выше действиям. (2) Статистическое регулирование технологического процесса. [c.79]
Действие 1. Прежде всего на контрольной карте проводятся границы регулирования, установленные на основании обработки предварительных данных. В нашем примере ими будут следующие значения. [c.79]
Действие 6. В контрольную карту наносят границы регулирования. В табл. 5.7 и на рис. 5.5 показаны примеры записей в контрольную карту с. [c.91]
В табл. 5.8 и на рис. 5.6 показаны примеры записей, в контрольной карте и. [c.93]
| Рис. 5.20. Пример бланка контрольных карт | 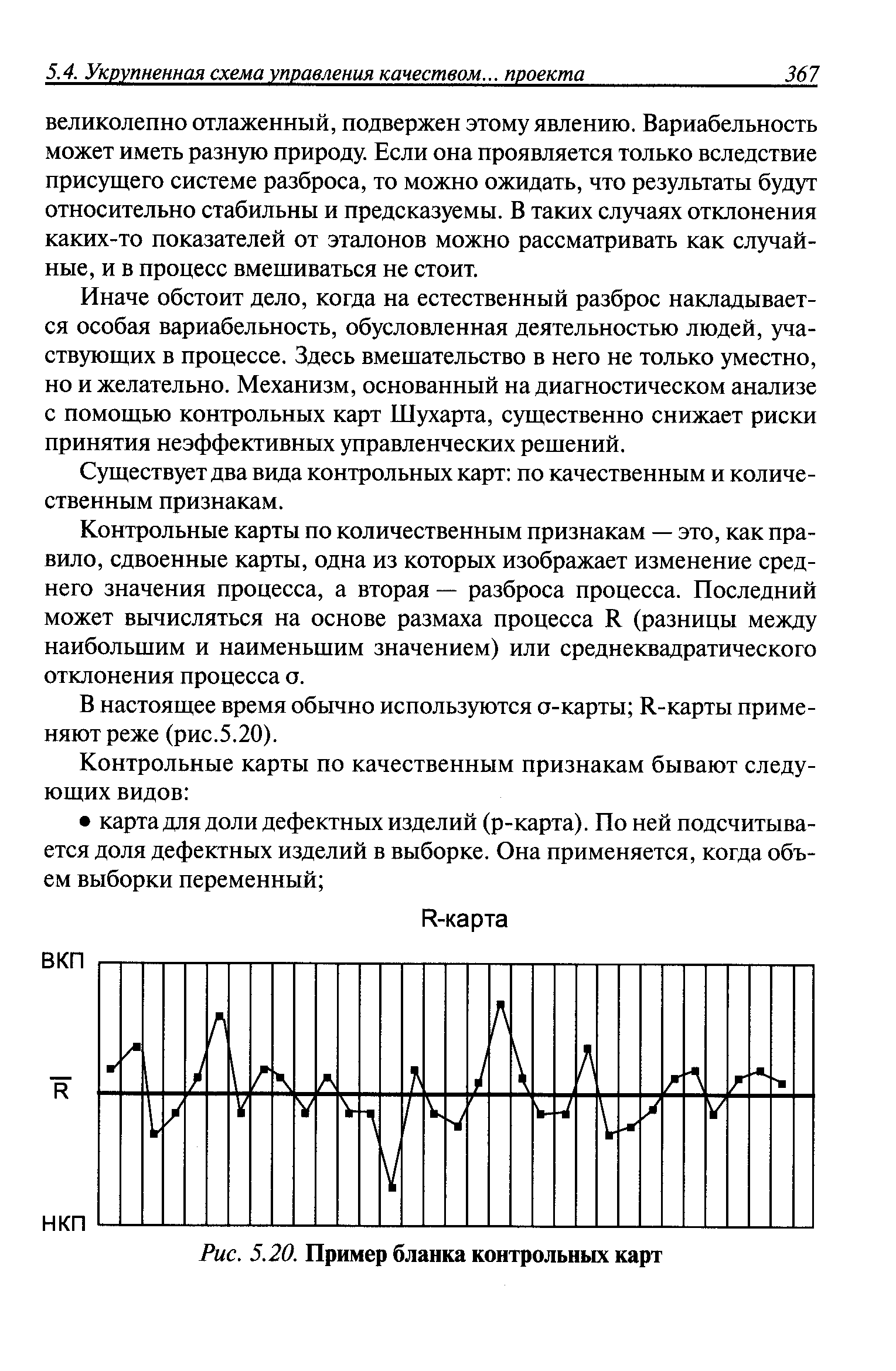 |
Пример одной из контрольных карт по количественному признаку j представлен на рис. 4.5. Как видно на карте, 18-я выборка имеет восемь дефектных единиц продукции, что совпадает с браковочным числом (со значением границ регулирования). Следовательно, в этом случае технологический процесс должен быть признан разлаженным и требующим регулирования. [c.127]
При оценке косвенных затрат цепочку операций необходимо определять с гораздо большей точностью, чем это обычно принято на управленческих планово-контрольных картах. Карты, из которых явствует, что тот или иной документ проходит шесть стадий обработки и бывает окончательно готов в среднем через десять дней, не имеют никакой практической пользы. На карте должно быть обозначено время конкретных видов деятельности, которые не поддаются прямому измерению. Это могут быть, к примеру, совещания и телефонные разговоры. Необходимо также помнить, что процедура отчетности должна быть расписана достаточно подробно с тем, чтобы ее можно было удобно и с пользой анализировать, то есть отчеты о той или иной операции должны быть как минимум столь же четкими, как и отчеты об их нормировании. [c.36]
Все, кто пользуются измерительными инструментами, должны вернуть их для перепроверки и контроля в случае, если инструменты работали в необычно тяжелых условиях, падали на пол или частично повреждены. Все образцовые и контрольные инструменты, которые использовались для проверки, должны быть, записаны в карту. Инструменты, перечисленные в карте, являются типовыми указаны в качестве примера. [c.57]
Установленный сетевым графиком перечень факторов обсуждается, подвергается тщательному анализу, после чего намечается комплексный план повышения каче -ства данного вида продукта конкретно по всем показателям, нуждающимся в улучшении. В нашем примере это показатели А, В и Н. Разрабатывается новая технология или вносится изменение в режим и проводится серия коротких опытно-промышленных пробегов. На каждый улучшаемый показатель качества вводятся статистические карты активного поиска в виде графических зависимое -тей показателей А, В и Н от выявленных сетевым графиком определяющих параметров во времени. Общий вид контрольной статистической карты активного поиска приведен на рис. 2. [c.13]
В связи с тем, что произошла интеграция учета и контроля, входная и выходная учетная информация трансформировалась и стала и учетной, и контрольной. В этих целях в первичных бухгалтерских документах и учетных регистрах предусмотрены специальные разделы, графы, показатели. Примером этого являются лимитные карты, аналитические карточки учета затрат производства и отчетные калькуляции себестоимости продукции при нормативном методе и другие, т. е. появилась особая разновидность информации — учетно-контрольная, которая обеспечивает осуществление функции контроля. [c.11]
Пример 2.7. На контрольной операции термообработки болта крышки шатуна внедряется статистическое регулирование с применением р-карты. [c.38]
Обобщая рассмотренные примеры контрольных карт, можно выявить определенную тенденцию в их построении. Упрощение карты, а следовательно, повышение оперативности работы с ней неизбежно приводит к снижению информативности контроля и возможностей управления ТП (карта Нельсона, зонная карта). Стремление повысить информативность контроля, напротив, сопряжено с более сложными вычислительными действиями, что снижает оперативность контроля и управления ТП (карты Шухарта и Шайнина). [c.7]
Эргономические проблемы предприятий нефтяной промышленности остаются пока недостаточно изученными. Задача настоящей работы состоит в том, чтобы частично восполнить образовавшийся пробел, ознакомить широкий круг инженерно-технических и научных работников отрасли с эргономическими идеями, показать на конкретных примерах актуальность эргономических проблем, научные средства и методы, на основе которых они могут разрабатываться. Этой области знаний, которая открывает новые огромные возможности для значительного роста производительности труда, эффективности, надежности и безопасности современного нефтегазодобывающего производства, посвящена настоящая работа. В основу ее положены результаты обширных эргономических исследований, выполненных в Ухтинском индустриальном институте (1967—1975 гг.) и Московском институте нефтехимической и газовой промышленности им. И. М. Губкина (1975— 1978 гг.). Методологической особенностью этих исследований явился широкий комплексный подход к изучению современного нефтегазодобывающего производства, поедполагающий разностороннюю эргономическую оценку структуры и функции, состава и свойств эрготичес-ких систем, их компонент, роли человека, его ошибок и сбоев, их природы, характера и надежности связей. При изучении широко использовались современные научные методы стереоскопическая киносъемка, ганиографирование, метод манекенов, эргономические контрольные карты, анкетный опрос, экспертные оценки, социологический эксперимент. [c.7]
На примере деятельности моториста цементировочного агрегата ЗЦА-400А изучали условия работы. За основу изучения был принят вариант эргономической контрольной карты [88], упрощенный с учетом специфических условий труда профессионала. В качестве экспертов привлекались опытные водители, мотористы и машинисты передвижных агрегатов. Проводили также специальные эргономические исследования типичных ЧМС в процессе капитального подземного ремонта скважин и гидроразрыва пласта. Исследования показали, что структура рабочего пространства моториста не является оптимальной. Это вынуждает его выполнять производственную функцию в стесненных условиях, в неудобной позе, при рассогласованности моторных действий с привычными эффектами. Расположение органов управления, размеры и конструкция сиденья не согласуются с антропометрическими характеристиками человека. Принятое цветовое оформление не отвечает физиологическим и эстетическим требованиям. [c.147]
Примером графического отражения проблем являются и контрольные карты. Контрольная кар образ изменения ситуации с выделением критических уровней. Это документ, в котором регистрирует динамика контролируемого показателя (наглядный контроль). Контрольную карту удобно использовг [c.28]
Контрольная карта представляет собой простой график, на который последовательно наносятся значения изучаемой величины. На графике также присутствуют линии, обозначающие среднее значение, верхний предел и нижний предел. Вариация, укладывающаяся в рамки пределов, считается шумом, а все, что больше или меньше, — трендом. График представляет собой контекст, и продолжительное изменение знвчений в каком-то одном направлении может интерпретироваться как тренд, даже если и не выходит за предельные рамки. На рис. П2.2 представлен пример с внешнеторговым дефицитом с установленными пределами. [c.306]
Здесь следует отметить статью Ладани [129], в которой рассматривается экономическая модель контрольной карты доли дефектных единиц продукции. Эта модель основана на модели Дункана для карты средних арифметических значе ний, функционирующей при наличии одной причины разладки. Дункан [39] на численных примерах предпринял попытку обобщить свою модель х каРты на случай карты числа дефектных единиц продукции. Однако, он не привел обобщенной формулировки такой модели. Есть основания считать, что она является эквивалентом модели Ладани. [c.136]
Как и в отношении всех остальных контрольных карт, нужно принять меры для обеспечения точного отражения действительного состояния производства в картах, а не результатов слишком строгого или слишком мягкого контроля, ановление пределов оказывает психологическое влияние на операторов,которые полагают, что выпуск в контрольных пределах есть показатель хорошего качества работы, хотя бы они и были в состоянии производить меньше брака или продукцию с меньшими отклонениями от нормы, чем они производят фактически. Это лишь два примера [c.134]
Пример 1.4 — последующий контроль. В подразделении по выпуску телевизоров компании Morigu hi Ele tri использование последующего контроля позволило добиться определенных успехов. Используя контрольные карты и кружки качества, уровень дефектов снизили с 15 до 6,5 %, но дальнейшего улучшения достичь не удавалось. Тогда начали использовать последующий контроль. Через месяц количество дефектов сократилось до 1,5 %, за следующие три месяца — до 0,65 %, а затем до 0,016%. [c.73]